Bulk metal forming processes are characterised by relatively high surface pressures on the active surfaces of the forming tool, often in conjunction with non-negligible elastic deformations of the forming tool. Relatively high temperatures in series production between 150 °C and 1200 °C often make the integration of suitable sensors and actuators difficult for these processes. Research projects in this field in recent years have therefore aimed to use indirect process variables and meta-modelling technology to develop suitable algorithms that enable the activation of established actuators between the strokes of the ram. Current projects include dynamic controller adaptations based on learnt process knowledge during series production.
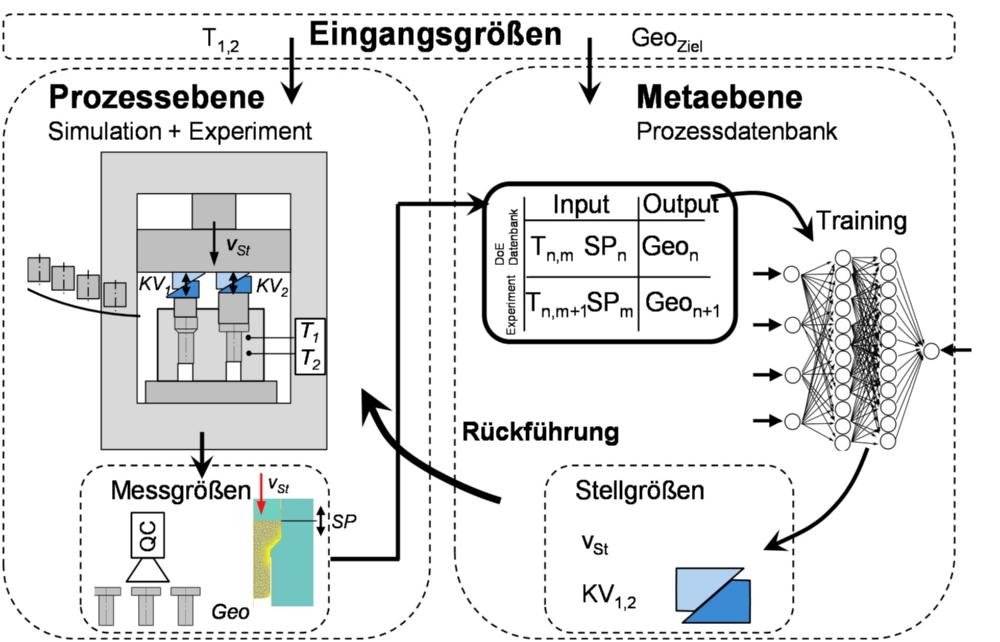
The aim of this research project is to shorten the process start-up phases in cold forging in order to reduce scrap. Particularly after a tool change with a cooled press, the heat input from the cyclical forming process leads to transient process conditions and results in a variation of the pressed part geometry. In addition, the heat transfer between pressed parts, tools and the press during the start-up phase causes variation in the final pressed part geometry due to the change in material behaviour and the lubricant. To counteract these effects, in industrial practice the punch position is adjusted by manual wedge adjustment based on experience. In this project, this procedure is to be replaced by an adaptive adjustment in combination with an automated wedge adjustment. The control variables required for this control loop are calculated using an artificial neural network.
To achieve this goal, a start-up-sensitive forming process is implemented using full forward extrusion and upsetting on the servo-mechanical toggle press. By equipping the forming tools with two temperature sensors and one force sensor per forming stage for continuous measurement, input variables are collected for setting the actuators. Together with geometry data on the finished model press part and the simulatively determined data, all decisive forming process data is recorded and added to a process database. This serves the machine neural network as the basis for calculating the control variables for the actuators in the process. In addition to the wedge adjustment for positioning the upper part of the mould between strokes, the ram speed is also influenced by the results of the neural network. The wedge adjustment can be used in a space-saving manner with minor adjustments to the upper mould and is self-locking due to the force deflection via several wedges. Precise positioning of the punch with an accuracy of < 1 µm can be achieved through the transmission of the stepper motor torque. The automated adjustment in conjunction with the high speed of the motor allows positioning within a few seconds. To summarise, by linking the sensors and actuators and using an artificial neural network to calculate the manipulated variables required for control, dimensional fluctuations due to transient thermomechanical conditions during the start-up phase can be avoided.
Duration: 03.2021 - 02.2023
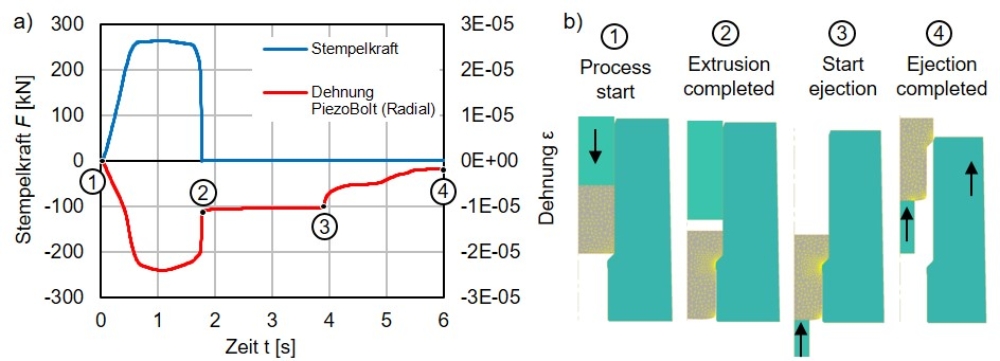
As part of this study, the state of the art with regard to new sensor components and the necessary measurement technology, tools with integrated sensors, etc. was developed and sensor requirements for use in extrusion dies were defined: small installation space, large measuring range, high overload capacity, high dynamics, high robustness and low susceptibility to interference. Based on these requirements, fibre optic sensors from FiSens GmbH (strain and temperature measurement) and force measuring screws with integrated piezo elements from ConSenses GmbH were selected. The fibre sensor was integrated into the die core in order to record the die temperature and strain near the extrusion shoulder. The load cells were integrated as screw-in connections into the reinforcement ring in the radial and tangential directions by subsequently drilling holes. This was followed by experimental investigations using a full forward extrusion test with steel blanks made of 16MnCr5 (Ø25x23.5 mm) with a degree of deformation φ = 0.43. In the case of the load cells, a good match between the signal profile of the screw expansion and the recorded extrusion force could be recognised in both the radial and tangential installation directions. In addition, the ejection process of the workpiece due to its elastic springback could be detected as a strain field in the reinforcement ring. The temperature measurement using the fibre sensors showed the expected tendencies: The highest mould temperature was measured close to the active mould surface over the course of the process, while this decreased inwards with increasing distance from the surface. The strain measurements also showed the expected trends.
Duration: 07.2021 - 05.2022
The EMuDig 4.0 project addresses the introduction of digital technologies into the forging process chain to create a self-learning database for improved end-to-end product engineering and a significant increase in process capability. The prototypical implementation and proof of technical and economic feasibility is being modelled at IFU in collaboration with IAS at the University of Stuttgart and exemplarily in two production companies. The interdisciplinary collaboration includes the development, testing and evaluation of a methodical approach, whereby the recording, cloud-based storage, processing, analysis and control of the production systems are realised. One focus of the sub-project is the development, implementation and evaluation of options for the traceability of individual workpieces and very small batch sizes. The tests carried out have shown that complete traceability of individual aluminium parts in the hot forming process chain is possible in principle using laser marking. Only the possibility of seamless traceability enables a component-specificcomponent-specific control system. In addition, it is possible to precisely allocate deviations during the process to individual components or small batches. The series-like process chain at the IFU makes it possible to actively control the forming process based on the cloud and to use information from the forming process to draw conclusions about the resulting component properties or to influence them through defined process changes. To this end, correlations between the existing process variables and the resulting control variables were simulated and experimentally validated in advance. In the final phase of the project, process characteristics are to be used to control the forming process by means of machine learning.
Duration: 10.2016 - 10.2019
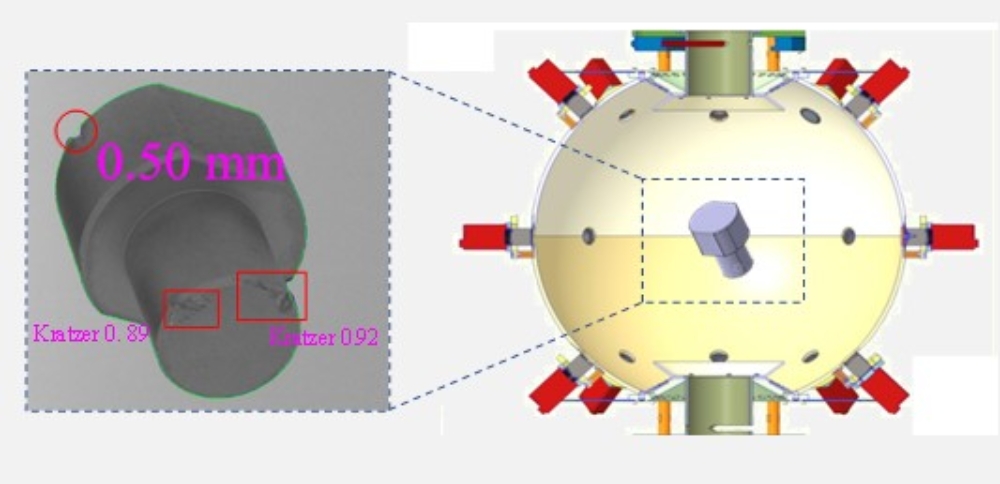
The BMWK-funded joint project "GumProDig" aims to use an integrating sphere to measure small moulded parts in free fall and identify them without marking. The component is identified by recording the surface microstructure on a predefined moulded part surface, which can be assigned to the moulded part as a unique "fingerprint". By integrating online measurement technology into the forming process, this project aims to realise the assignment of process and component data to individual pressed parts. On the basis of this system, an increase in the quality of pressed parts, a reduction in rejects through process feedback and the avoidance of recalls through individual part tracking are expected. Fraunhofer IPM, Räuchle GmbH, Visometry GmbH, SOTEC Software Entwicklungs GmbH + Co. Mikrotechnik KG and MARPOSS Monitoring Solutions GmbH are involved in this project.
In the 2022 project year, the process design for the three-stage extrusion process was carried out with the corresponding construction of a three-stage test mould. Furthermore, a numerical investigation of the continuous running process was carried out to predict the mould temperature, the accuracy of the pressed parts and the process forces. The project partners designed a new integrating sphere in order to fulfil the requirements in terms of throughput time, measurement and identification accuracy. At the current stage, a throughput time of approx. 2 seconds, a measurement resolution of 0.05 mm and an identification accuracy of approx. 90 % have been achieved.
Duration: 05.2021 - 05.2024
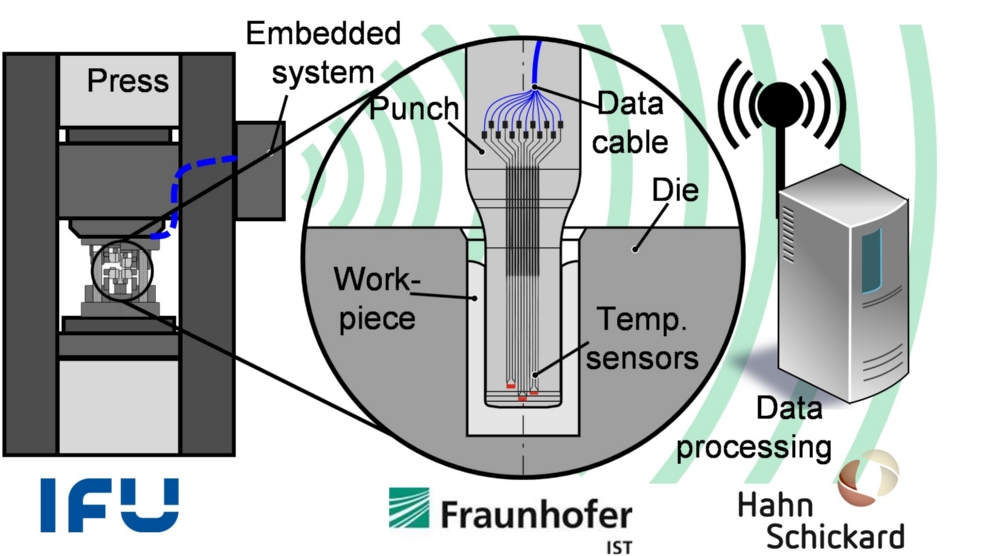
The ongoing digitalisation of manufacturing processes is leading to a need for new types of sensors to expand process data acquisition and thus provide a basis for future adaptive process controls. As part of this research project, the potential of thin-film sensors on cold forging tools was to be qualified together with the Fraunhofer Institute for Surface Engineering and Thin Films and the Hahn-Schickard Forschungsgesellschaft. For this purpose, functional multilayer coatings are applied to stamping tools for the cup back extrusion of steel blanks. Four-wire technology is used to measure the temperature at the interface between the mould and the workpiece, which allows a correlation between the resistance of the sensor and the temperature present to be measured on the basis of structured meandering chromium layers. Initial experimental wear tests have shown the suitability of specific coating systems. Longer service lives of 1500 strokes were achieved with a layer structure consisting of an aluminium oxide base layer, a structured chrome layer and a top layer of aluminium oxide.
The resistance-temperature calibration curves were recorded in the laboratory at the Fraunhofer IST for the temperature range up to 300 °C. The evaluation module developed by Hahn-Schickard, which enables data transfer to the evaluation PC via Bluetooth, was used to record the measurement data. A cup back extrusion process was set up at the IFU, which was used to carry out initial temperature measurements with the sensory coatings in automated operation. During cyclic endurance tests at 6.5 strokes/min, temperatures of up to 120 °C were measured in the interface between the punch and the workpiece.
The resistance of the meandering structure also changes due to the elastic stamp compression, which must be taken into account when outputting the stamp temperature. In addition to the temperature measurement in the stamp coating, the stamp force should be recorded with a force measuring disc above the stamp tool, which emits a charge based on a piezoresistive coating depending on the load. The force measuring disc is equipped with three force measuring points offset by 120°, which are intended to characterise the eccentricity of the force application and thus the tilt of the punch. At the end of the project, further wear tests with improved coating systems and the transfer of the findings to a pilot process at an industrial company are planned.
Duration: 10.2020 - 05.2023