It is well established that the residual stress state exerts a profound influence on the performance of sheet metal components, particularly with regard to the initiation of damage during both the manufacturing process and subsequent use. Consequently, residual stresses have traditionally been regarded as detrimental and unavoidable factors that negatively impact the manufacturability of components. The focus of these investigations is therefore on the development of techniques to avoid or reduce such internal residual stresses. The objective of the research at IFU is to develop forming processes or process routes in such a way that residual stresses can be intentionally induced in thin-walled sheet metal components, thereby improving their component properties in a sustainable manner.
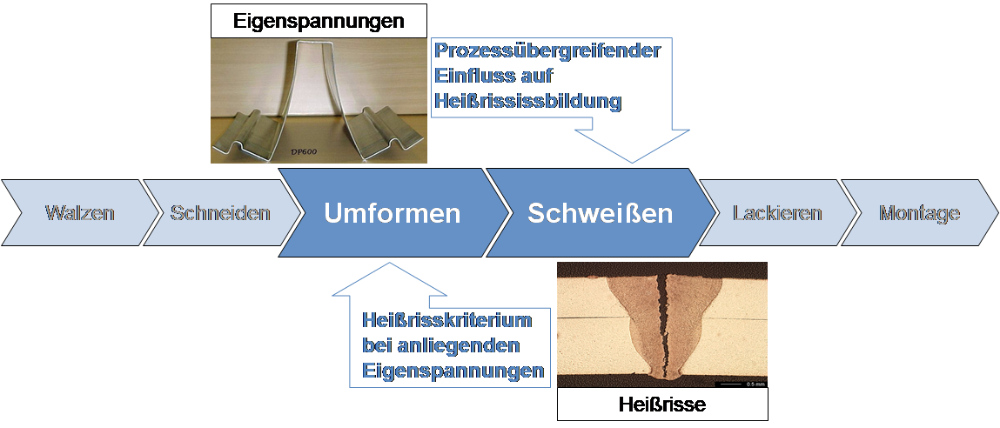
Interaction to be analysed within the process chain for the production of complex sheet metal component structures
The research project aims to investigate the interaction within the process chain for manufacturing complex sheet metal structures, with a particular focus on aluminum sheet components used in automotive body construction. These components undergo both forming processes and joining operations. During the forming of such complex sheet metal parts, inhomogeneous deformations can induce residual stresses, which may lead to springback, stress corrosion cracking, or be retained within the component. Subsequent welding operations on these parts can result in hot cracking during solidification due to the release of residual stresses induced by thermomechanical stresses. The specific objective of this research project is to explore how the susceptibility to hot cracking during welding of aluminum sheet materials can be reduced by deliberately introducing residual stresses in a prior forming process. Initially, the influence of residual stresses introduced during forming on the part will be quantified. Subsequently, a hot cracking criterion will be developed for forming simulations based on this quantification. The criterion will then be used to develop a forming concept that intentionally generates residual stresses in the region of a subsequent joining zone of a sheet metal component produced by forming.
In summary, the project seeks to understand and leverage the impact of residual stresses from forming processes to mitigate hot cracking issues during subsequent welding of aluminum sheet components, thereby enhancing the overall manufacturability and durability of complex sheet metal structures in automotive applications.
Duration: 11.2018 - 10.2020
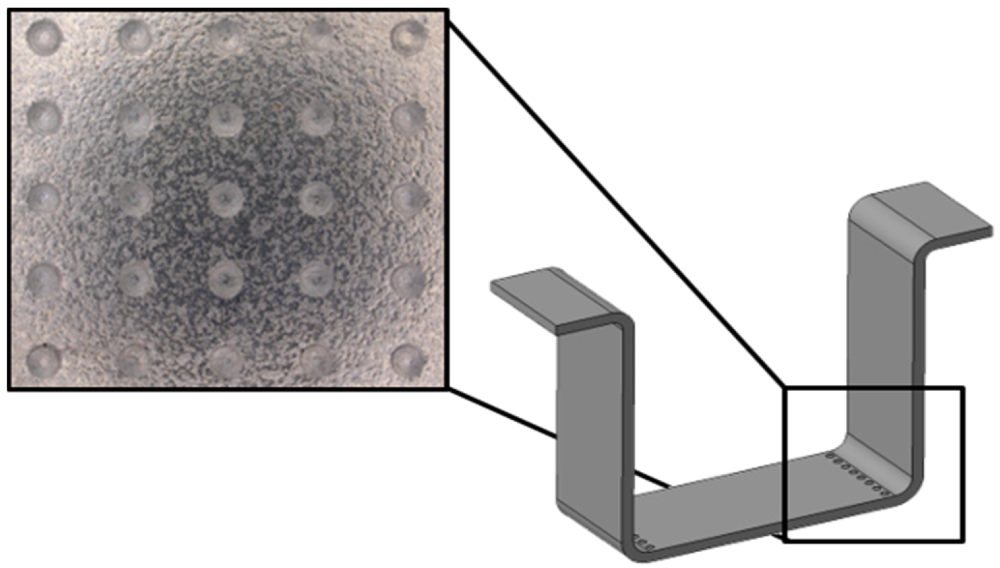
Deep-drawn cap profile with embossed base radius
The objective of the project is to demonstrate that by combining deep drawing and embossing processes, residual stress states can be deliberately induced in a thin-walled sheet metal component made from high-strength, corrosion-resistant steel (X2CrNiN23-4) to positively influence component properties sustainably. This research initiative is a collaborative effort between IFU Stuttgart (Institute for Metal Forming Technology), IAM-WK (Institute for Applied Materials), and ITM-KM (Institute for Technical Mechanics, Continuum Mechanics Division) at the Karlsruhe Institute of Technology (KIT). The project aims to leverage the expertise of these institutions in metal forming technology, materials science, and mechanics.
The primary focus of IFU is on numerically investigating the deliberate induction of compressive residual stresses in the thickness direction of the sheet metal through embossing geometry and depth. This will be followed by quantification using embossed sheet metal samples. These samples will then undergo fatigue testing under alternating bending and tension-compression loading scenarios to assess and characterize their fatigue strength. The main objective is to evaluate the stability of the residual stresses under varying cyclic loading conditions.
In conclusion, the project's objective is to utilize advanced forming processes to manipulate residual stress distributions in sheet metal components, thereby enhancing their mechanical properties and durability, particularly in fatigue-sensitive applications.
Duration: 12.2017 - 12.2023
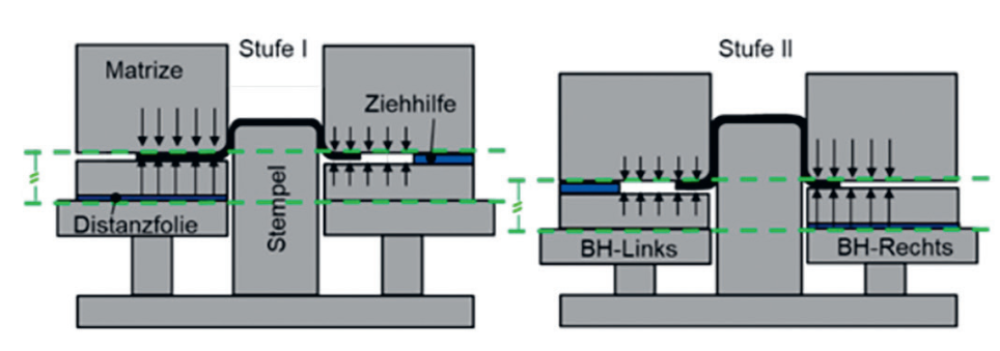
The increasing use of ultra-high-strength steel materials in crash-relevant body components presents growing challenges for toolmaking and press shops. The high material strengths of these steel sheets not only lead to increased process forces but also result in significant springback amounts. The objective of this research project was to investigate and further develop the novel forming process known as "reciprocal deep drawing," focusing on its application in stage or progressive die tooling. The objective was to cold-form load-bearing structural components from ultra-high-strength steels with dimensional accuracy and process reliability. To achieve this goal, it was necessary to identify optimized blank holder geometries and tool parameters to minimize springback. Through experimental and numerical investigations, the relationships between reciprocal blank holder motion, stress superposition, and springback-induced shape deviation were studied. A range of components that can be reliably manufactured using reciprocal deep drawing was defined through numerical studies. A multi-stage tooling concept was developed for the representative structural component, "S-Rail," and the influences of blank holder distance, sheet holder force, and lubrication were assessed. The use of a split blank holder distance helped reduce tool tilting due to asymmetric restraint, thus enabling reliable implementation of reciprocal blank holder motion. However, due to the requirement for friction-controlled sheet holding, the process currently faces limitations in terms of the available working capacity of existing press lines.
In conclusion, while reciprocal deep drawing has the potential to produce structural components from ultra-high-strength steels with reduced springback, further advancements are necessary to address challenges related to friction control and press line capabilities.
Duration: 11.2018 - 02.2021