The development of new methods and processes forms the core of the bulk metal forming research line. The focus at the Institute of Forming Technology is on new processes for the production of mass-optimized lightweight components. The areas of application of bulk metal forming range from the adaptation of known processes and the investigation of process combinations to novel hybrid processes for the forming production of multi-component composite parts. Numerical methods are used for process design, which allow efficient analysis of the solution space from parameter studies using specialized optimization modules. Material data acquisition as the basis for precise numerical calculations is carried out at the Institute of Forming Technology using modern thermomechanical testing equipment.

Project schedule
The resource efficiency of complex forming components in automotive engineering can be enhanced through the use of materials tailored to specific loads. Hybrid components, in particular, meet this demand through material combinations. Due to the differing characteristics of these materials, describing hybrid forming processes is highly complex. The aim of this research project is to establish a robust process route for the flow forming of flange-shaped components made from composite extruded hybrid semi-finished products. Hybrid processes are known in forming technology, but the process technology of hybrid extrusion followed by cold forming is novel. The quality of the bond between the two material components throughout the process chain and its impact on component operational properties are not well understood. The research hypothesis is that hybrid extrusion can create a cohesive material composite that is maintained through subsequent cold flow forming. To test this hypothesis, the form and geometry of a reinforcement element embedded in the matrix will first be determined through simulative modeling of the entire process. Extrusion trials, followed by cold flow forming experiments (lateral extrusion and flanging), will serve for experimental validation. Finally, load tests in both real-world and model environments will be conducted to identify operational properties.
Duration: 10.2019 - 10.2021

a) Preform and toothing; b) One-sided material flow into the cavity
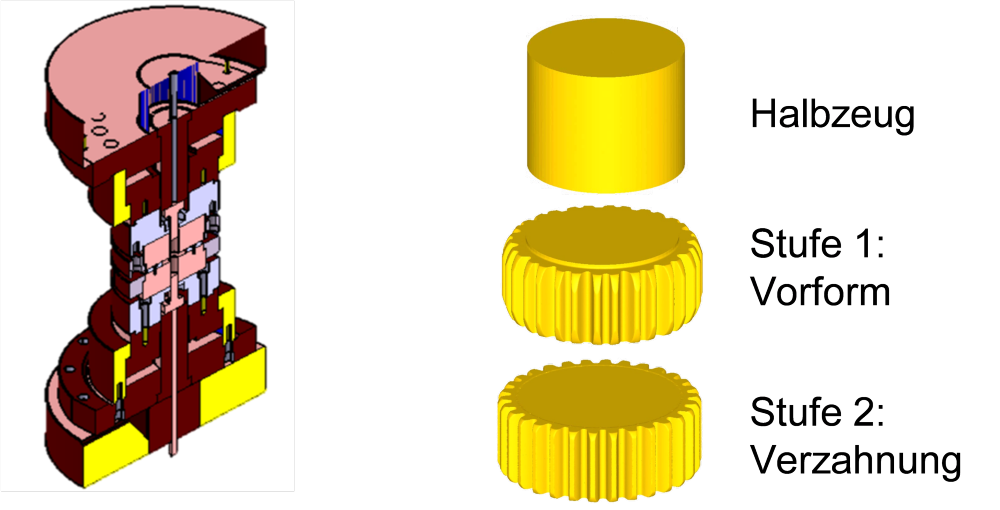
The objective of this project is to develop a forming process that will enable the production of complex shape elements. The impetus for this project originates from customer demand for splines with extremely sharp teeth and minimal flattening at the tooth tips. The conventional room temperature forming process is unable to achieve sufficient spline formation due to the necessity of high process forces, which in turn leads to excessive stresses on the forming tool. Given the constraints of a maximum permissible tool load, only partially formed splines are typically achievable, which is inadequate for many applications.To enhance the filling of the shape elements, the project investigated the potential of preheating the workpiece (approximately 200°C to 300°C) and a novel process (FDF process) involving targeted material pre-distribution in an initial stage. Based on the results of the simulations, experimental tools were developed and used for process investigations. Both approaches demonstrated improved shape filling compared to the current technology. In particular, the two-stage FDF process significantly enhanced shape filling compared to conventional spline pressing with elevated workpiece temperature. The industrial feasibility of the two-stage FDF process was validated under near-production conditions at A+E Keller GmbH.
Duration: 10.2016 - 08.2019
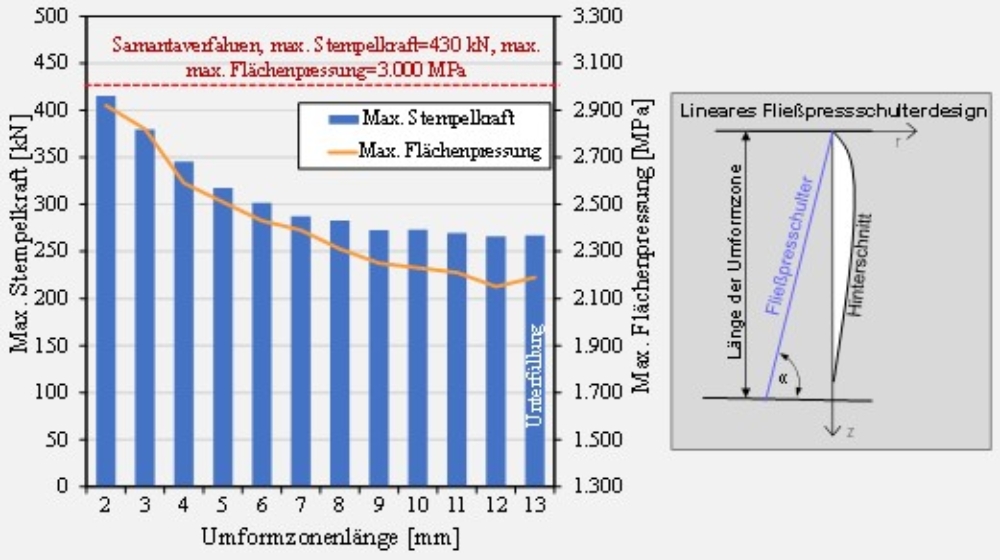
The objective of this project is to investigate the cold flow forming of gear teeth in a novel flow forming process called Guided Material Flow (GMF). The GMF process is based on the conventional Samanta process, where raw parts are pressed discontinuously in stacked form through a toothed die, enabling the production of fully toothed components through cold flow forming. However, the conventional Samanta process faces technological challenges that have hindered its widespread industrial relevance. On the one hand, the application of extreme tooling loads results in a significant reduction in tool life. On the other hand, the occurrence of unwanted frontal deformations on the pressed part necessitates the implementation of complex post-processing steps. In the GMF process, these challenges are addressed by modifying the active die surface. The first modification involves extending the forming zone or flow press shoulder. This approach aims to distribute the forming work required for the gear over a longer path, thereby reducing the maximum stamping force. The resulting increase in friction surface area between the die and workpiece is compensated by the second approach, which involves an undercut in the die cavity. The working hypothesis suggests that the GMF method for forming radial teeth will result in lower tooling loads and enable the production of teeth with significantly improved accuracy compared to the Samanta process. Parametrized die models have already been developed (see figure), which will be used in further numerical foundational investigations.
Duration: 05.2021 - 05.2023
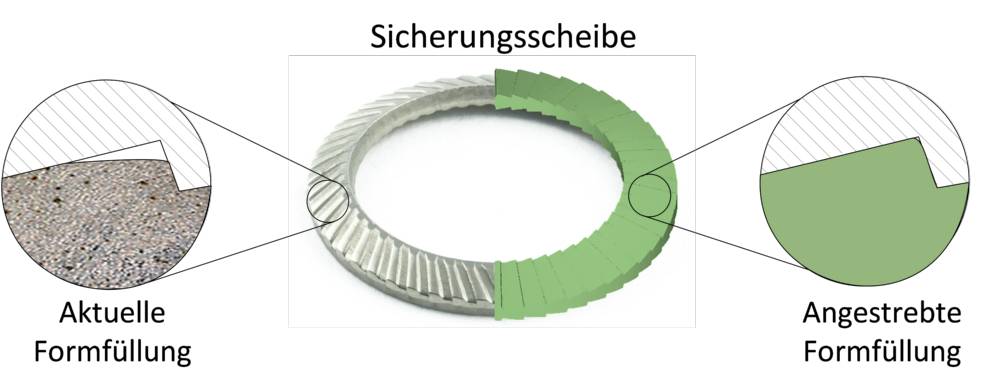
The objective of the collaborative ZIM initiative between Schnorr GmbH and the Institute for Forming Technology (IFU) at the University of Stuttgart is to develop a novel locking washer for use in bolted connections that can sustain the desired preload even after numerous load cycles. To this end, Schnorr GmbH will employ analytical calculation methods and numerical simulations to design a geometry capable of maintaining the requisite preload under dynamic loading. Initial preliminary investigations have demonstrated that conventional stamping processes are unable to produce the requisite fine and sharp geometries (see figure). To enable the forming of the new locking washer, IFU Stuttgart is developing a tailored stamping process with a novel process sequence that includes material pre-distribution.The solution approach encompasses two new methods to ensure the required form filling. Experimental validation will be used to verify whether the locking washers can maintain preload even under high dynamic loading. Upon project completion, Schnorr GmbH aims to be capable of producing locking washers with high form filling and significantly improved performance characteristics using the developed methodology and tooling technology.
The research project's central inquiry is how to achieve complete form filling for face gears with tolerable tool stress through targeted material pre-distribution. Should this approach prove effective, the development of a suitable material pre-distribution method for opposing gears in thin sheet metal thicknesses during the manufacturing sequence of the locking washer could significantly enhance the form filling of the gear. It is anticipated that this improvement will considerably enhance the performance of the locking washer under dynamic loading, due to an improved form fit between the bolt and the bolt partner.The particular challenge of this technological development lies in the use of a material that is demanding in terms of strength. Furthermore, ensuring the proper flow of material to form the gear on both sides represents a significant challenge.The requisite material characterizations for the construction of the material model have been completed, and the numerical investigation model has been implemented. This includes a comprehensive analysis of both the geometry of the locking washer and the intended two-stage forming process. Furthermore, the construction of the multi-stage laboratory tool for experimental validation of the numerical investigations has commenced.
Duration: 05.2022 - 05.2024
The cross-flow extrusion process has been employed for several years to manufacture straight and helical spur gears. However, this process requires high process forces to fill tooth-shaped cavities, which causes significant elastic deformations of the forming tool surfaces and high elastic springback after the pressed part is removed from the tool.The objective of this project is to develop a forming process for the production of challenging-to-fill spur gear teeth in a cross-flow extrusion process with reduced process forces. The impetus for this project is based on the desire to transfer the IFU-Stuttgart-developed method for improving the form filling of spur gear teeth through targeted material pre-distribution to conventional gears with involute teeth. The method employed is the Free Divided Flow (FDF) process, which is based on targeted material pre-distribution in close proximity to the gear teeth to be produced in a pre-forming stage. By utilising a specifically defined material pre-distribution, it is possible to initiate the form filling at the tooth tip and only form the tooth root and its adjacent surfaces at the conclusion of the forming process. This approach markedly diminishes the contact between the workpiece and the tool, as well as the process forces that occur during the gear forming process.
In order to investigate the process, a characterisation of the material was conducted, and a suitable material pre-distribution for involute gears was determined through 2D simulations. Subsequently, the 2D preforms were transferred to a chained 3D simulation of the entire forming process. The results of the numerical investigations indicate that the two-stage FDF process yields significantly superior form filling outcomes compared to conventional gear pressing without material pre-distribution. In the novel two-stage process, a 17% reduction in force and a more uniform distribution of die load can be achieved in comparison to conventional gear pressing. This enables the fabrication of spur gears via the FDF method. To validate the numerical model, a test tool was constructed and will be subjected to experimental investigations of this forming process following its fabrication.
Duration: 11.2020 - 05.2023
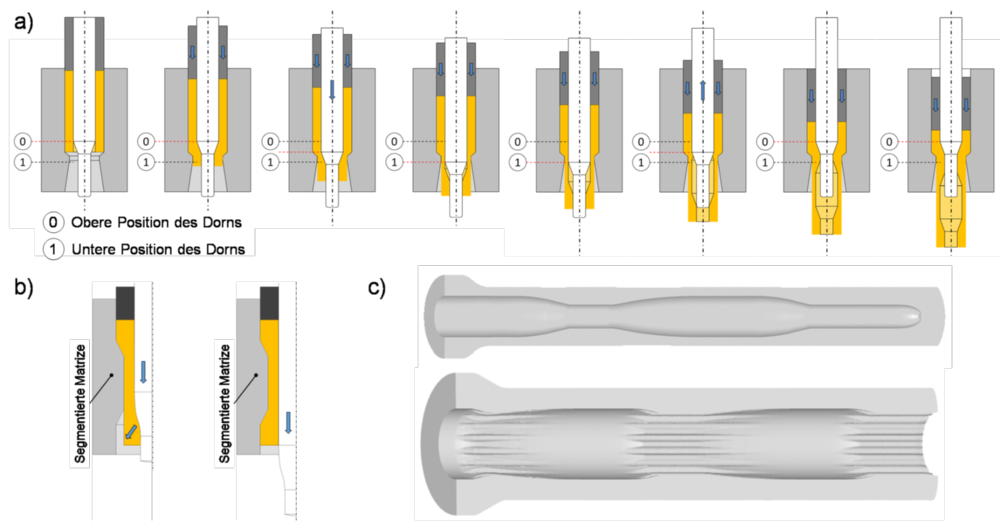
- Process diagram for the production of hollow components with variable wall thickness
- Process sketch for the production of hollow components with external undercut
- Exemplary manufacturable geometries
This AIF-funded research project, in collaboration with an industrial partner, is developing a novel flow-forming process for the production of cup-shaped and hollow parts with variable wall thicknesses. This process, based on hollow forward flow forming, features a major innovation: an axially movable internal mandrel with at least a single stepped diameter. By precisely positioning the mandrel in the forming zone, the free cross section within the forming zone can be varied during the forming process, resulting in varying wall thicknesses in the workpiece. The planned process aims to produce components with both internal and external undercuts in a single stroke. Lightweight components with functional surfaces, such as splines, are also conceivable.In the first phase of the project, the overall concept will be developed. The implementation of the tool kinematics requires the use of a multi-axis tool. In addition, a detailed material characterization of the aluminum wrought alloys to be used will be performed in order to determine the corresponding flow curves for subsequent numerical investigations. In the later phases of the project, the tool concepts for both process variants will be designed and manufactured to enable validation in the final phase of the project. The ultimate goal of the project is to successfully develop the process and tooling to enable the production of components with variable wall thicknesses within a single press stroke, which is not possible with conventional methods.
Duration: 12.2019 - 11.2021