Sheet metal forming processes are characterised by unevenly distributed forming forces acting on the blank over a very large area, which often makes it difficult to measure significant process variables locally in a way that is significant in terms of quality. Current research work at the institute in this field therefore relies on process variables for process control within physical limits, which are only indirectly and sometimes only vaguely related to the required product specification by means of soft sensors. One area of research is therefore the development of controller structures for process control based on feed-forward or feed-back strategies with indirect variables. The working group is currently developing controllers that can correct process settings during the forming process on the one hand and between two strokes of the press ram on the other.
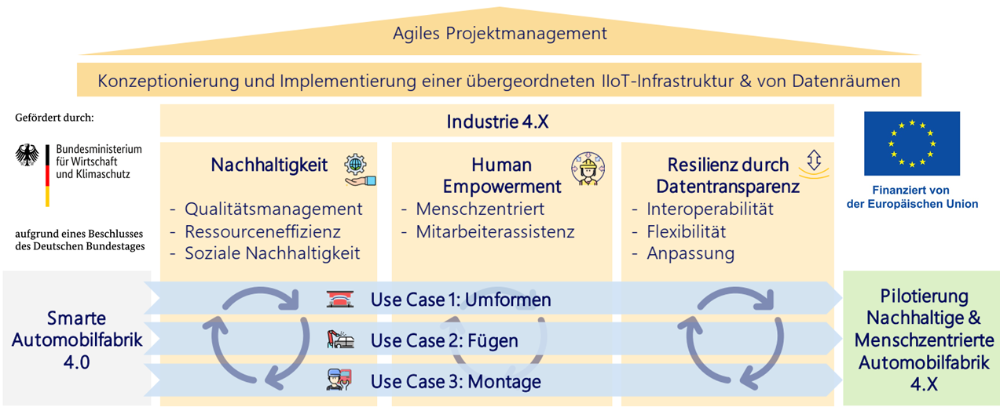
In the BMBF joint project NuMA 4.X, a consortium consisting of eight industrial companies and two university research institutes will be developing new processes for a sustainable and human-centred automotive factory under the leadership of Ford-Werke GmbH from January 2023. The aim is to provide employees in the plant with a space for action and information to solve problems that arise in production in order to increase their self-determination and enable them to find creative solutions with regard to resource-efficient production. This is achieved by:
- resilience is made possible by the data-based transparency of all plant sections and departments involved in the process chain in the individual trades.
- the process behaviour of the individual process steps is mapped using simulations and knowledge- and/or data-based models.
- the explainability of the respective model behaviour is analysed in order to develop new correlations and cause-and-effect relationships between the process chains on the basis of data.
- Based on this, compensation strategies are developed to support employees in analysing and rectifying errors.
- employees are provided with an interactive system for visualising interactions between the process steps and explainable options for action.
- data-based optimisation of processes contributes to increasing resource efficiency and reducing environmental impact.
These objectives will be realised using the example of the three fields of application "forming", "joining" and "assembly" within the Ford plant in Cologne.As part of the overall NuMA4.X project, the IFU is working on the forming application field and, in particular, the deep-drawing processes in the press shop. The specific objective is to develop a data-driven, adaptive process control for the deep-drawing of blanks, which integrates the respective operator of the press line into the control process to avoid faulty components (e.g. due to tearing or wrinkling). Based on learnt data-based knowledge, the adaptive pre-control system to be developed should be able to compensate for recurring systematic to stochastically occurring process changes or disruptions during production using existing and newly integrated actuators. Systematic process disturbances are, for example, thermal effects in the mould, while highly stochastic process changes are, for example, batch fluctuations (of the semi-finished product) or random physical interactions between subsystems (e.g. friction). The operator should always be involved in the compensation strategy to be implemented, e.g. through his own correction options.
An initial experimental investigation of adaptive feedforward control and an initial collection of real process data and existing expert knowledge will initially be carried out using a test tool at the IFU. The transfer of knowledge to the production environment of the press shop (Ford plants) and the testing and further optimisation of adaptive process control under industrial production conditions there will then form the conclusion of the project.
Duration: 01.2023 - 12.2025
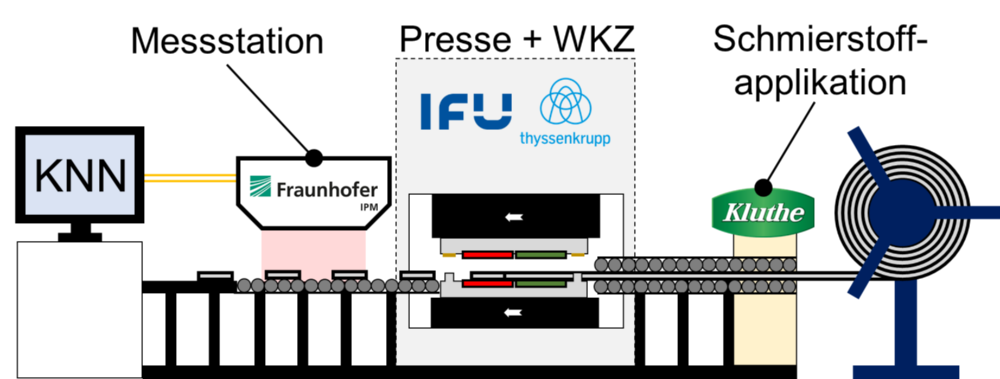
Metallic bipolar plates (BPP) are a key component in modern fuel cells and are essential for the expansion of electromobility in passenger and commercial vehicle transport. During the forming of these, however, forming defects such as tearing, wrinkling or springback effects (springback) can occur with even slightly fluctuating process parameters. To date, most of these defects cannot be consistently recognised or avoided during production, meaning that a complex downstream quality inspection is necessary. Economical production of large quantities has only been possible to a limited extent to date.
The aim of the AKS-Bipolar research project is therefore to realise a complete system for active process control and quality assurance for the series production of BPP. To achieve this goal, a comprehensive simulation toolchain is used in combination with an inline-capable, full-surface holographic 3D measurement of each manufactured component (accuracy 1 µm, measurement duration ~200ms). Thanks to the high-precision 3D measurement data available for the first time, the simulation results can be compared very quickly and accurately with the recorded process variables and, in particular, influencing variables from the series processes can be compensated for through adaptive interventions. The simulation toolchain generates and optimises the digital twin of the forming process using an artificial neural network, which is trained on the basis of extensive simulation data and measurements from the real production processes. In this way, recurring production problems can be recognised numerically and suitable countermeasures, for example by adaptively adjusting process variables (oiling, stamping speed, etc.), can be controlled in a targeted manner. The success of the project will be proven by means of a demonstrator for the series production of metallic BPP using an industrial production example at the project partner thyssenkrupp Systems Engineering.
Duration: 10.2021 - 09.2024
As part of the BMWK / AiF-funded ZIM project ToolDetect, a new type of diagnostic system for progressive dies is to be developed. The diagnostic system should be able to detect faults and their causes during the stamping process using recorded sensor data and, if necessary, immediately bring about a production stop.To use the diagnostic system, a progressive die, which allows a maximum of six forming and bending operations, is to be equipped with different types of sensors. The tool is to be designed and manufactured in such a modular way that the tool components can be replaced without great effort and, above all, without changing the integrated sensors.
After the installation of suitable sensors for force, strain, vibration, temperature and optical monitoring, highly dynamic data recording and data evaluation takes place so that wear and malfunctions of the tool can be detected promptly. At the end of the development process, a modular progressive tool equipped with sensors is available with which the causes of faults during the forming and punching processes can be detected and specified using the recorded and online analysed sensor signals, even at high production speeds (up to 250 strokes/min).The different sensors are used according to two concepts. On the one hand, a global sensor concept is implemented to detect elementary component failures such as tearing and, on the other hand, a local sensor concept is developed to detect surface defects such as scoring, burr formation and wear.
The project result is intended to offer an innovative way of guaranteeing production series of stamped components with virtually no rejects.The ToolDetect project began on 1 October 2022. As part of the first work package, a geometry of the component to be analysed was developed, which allowed conclusions to be drawn about the different operations of the progressive die.The design and production of the progressive mould will be carried out by the project partner Hellmich Werkzeugbau GmbH. This tool should comprise a total of six operations and enable the processing of a sheet metal strip with a width of 85 mm.
Duration: 10.2022 - 09.2024
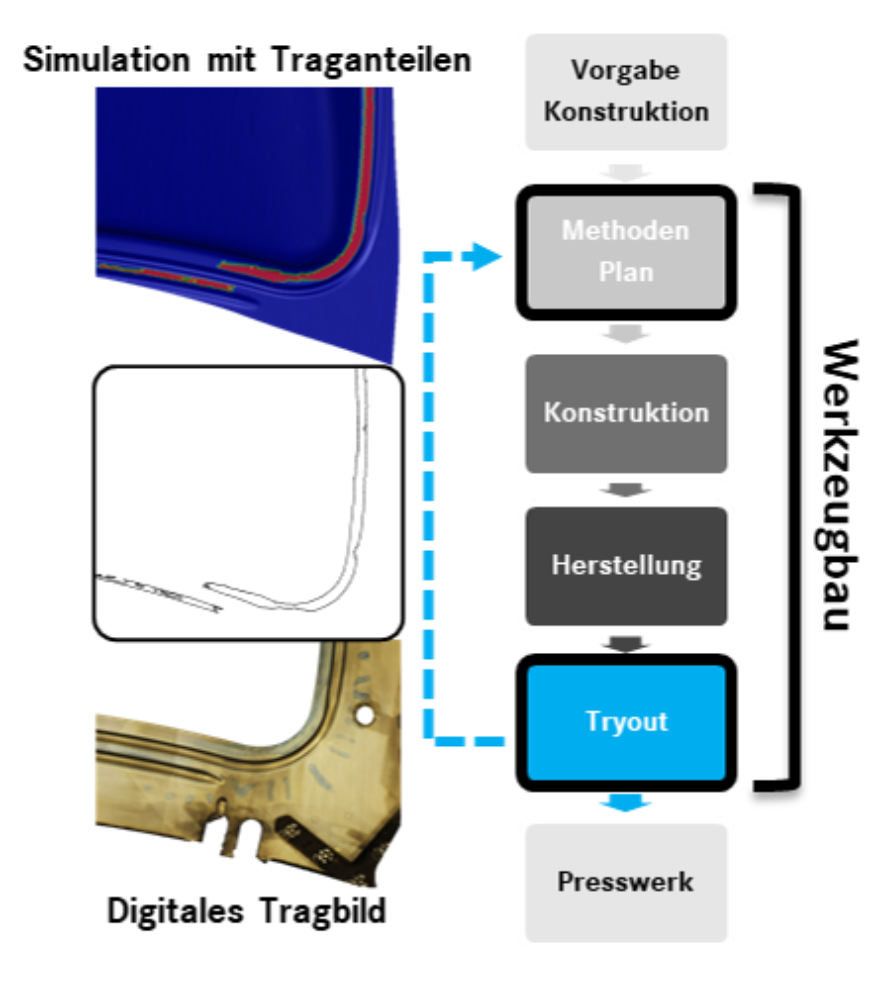
New way of digitising contact patterns for a closed process chain in tool manufacturing
The aim of tool preparation is to ensure the quality and process stability of subsequent component production. Manual tool incorporation in the form of time-consuming grinding work is still unavoidable, as current modelling approaches can only make limited statements regarding the expected surface pressures in the forming zones.The solution approach developed in this research work for time- and cost-efficient tool incorporation is based on the digitalisation of real load-bearing parts of drawing tools using optical measurement technology. A colour mesh is generated by merging a photogrammetry measurement series with a fringe projection scan. Through targeted data processing, the contact areas on both sides can be extracted and fed back into the forming simulation. As a result, the current process capability of the drawing tools can be evaluated. This can significantly reduce the time and cost of tool preparation during the manufacturing process of large tools.
Duration: 07.2018 - 07.2021
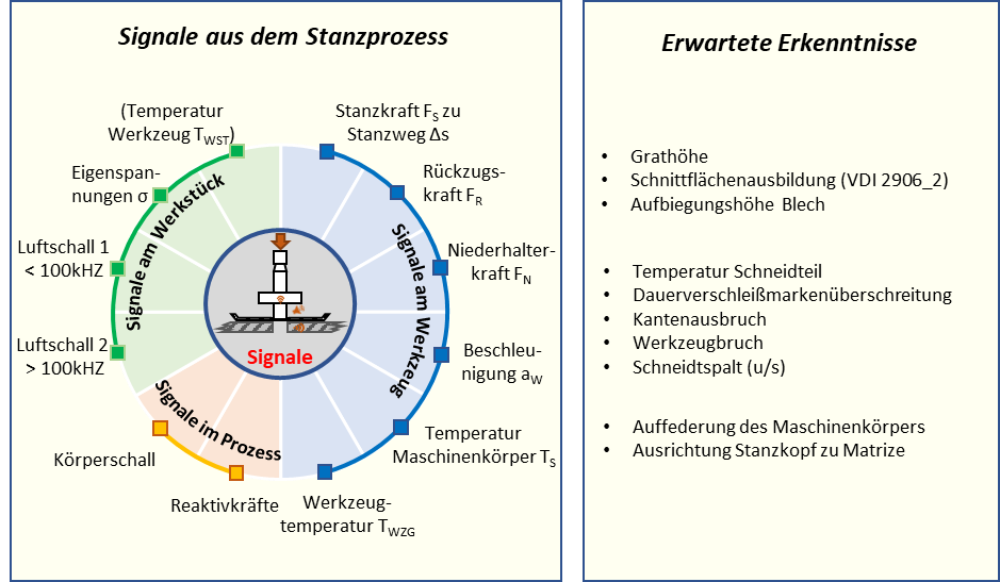
Signals from the punching process and findings that can be derived from them
Compared to laser cutting, tool-based punching and forming processes have not been able to participate adequately in the market dynamics. The low unit cost advantages of punching small to medium-sized sheet metal parts can no longer be utilised with decreasing batch sizes down to single part production. In addition to the high set-up costs, time-consuming and material-intensive iterations are required to ensure the required part-specific processing quality. The machining result is determined by the design of the tool set (punch, die, stripper). The machining strategy, the wear condition of the tools and the material-specific and residual stress conditions of the blank, which change during the machining process, have a major influence on the machining result. The resulting machining result can usually only be assessed at the end of a blank machining process.The aim of the research project is to validate new metrological approaches that provide information about quality-relevant process variables in stamping and thus enable a correlation with the processing result. Furthermore, new types of process control for stamping and forming processes are to be generated on the basis of recognised interdependencies that can be derived from the recorded process signals.
Duration: 10.2017 - 10.2021

Underlying control loop for deep drawing
The aim of the research work is to develop a control system for deep drawing in sheet metal forming. In contrast to the approaches pursued to date, in which adjustments were made in the deep-drawing tool or on the press from stroke to stroke, the IFU approach involves control during the press stroke. For this purpose, the frame tension in the component is measured and compared with a target trajectory. This target trajectory can be determined using a reference stroke or a simulation. The segment-elastic sheet metal holder is used as the actuator for this control. The surface pressures in the individual segments are controlled with regard to the frame stresses occurring in the component. Other actuators that are easier to apply to moulds are being investigated in this research project. The control system used makes the forming process more robust than conventional deep-drawing processes. Especially in view of the use of increasingly high-strength materials for the lightweight construction of mobile structures, there is great potential for demand in the industry. Furthermore, the control also opens up the possibility of specifically influencing the forming process and influencing the component properties. Measuring the frame stresses leads to a better understanding of the process and can also be used for quality assurance and process data collection with regard to Industry 4.0.
Duration:
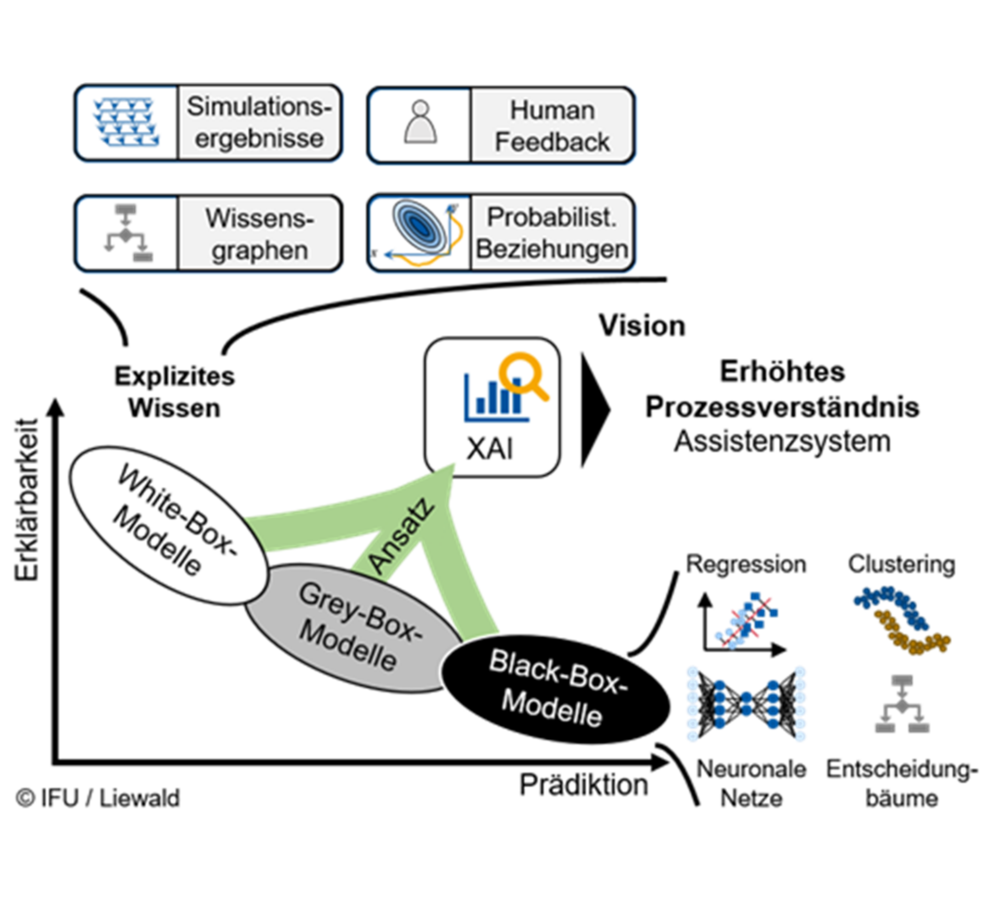
Efficient and resource-saving production will increasingly play a central role in the planning and operation of forming plants in the future. In order to meet these requirements in terms of sustainability and the competitiveness of Germany as a production location, developments for the digitalisation of value chains are currently being massively advanced in research and industry. For an efficient production start-up, a high level of expertise is still required from skilled workers for the reliable design of components and forming systems. Due to the ongoing shortage of skilled labour, the difficulty of providing heuristic knowledge from production sequences for the future design of robust and sustainable processes is particularly acute in forming technology. At the same time, the technical requirements for storing, processing and analysing large amounts of data and thus the use of real production data for process design have recently improved considerably. Due to the high capital commitment in forming plants and large economies of scale, the further development of data-driven models for knowledge storage, increasing prediction quality and explainability therefore appears to be particularly promising. A considerable need for research has been recognised in order to link new methods in the field of data science with the established FEM tool design for forming processes and domain knowledge. In particular, the integration of interdisciplinary research areas (forming technology, automation, data science) in data-driven modelling with increased explainability and transparency represents a worthwhile research goal. Therefore, approaches that extend FEM design to include data-driven modelling and also take into account non-linear phenomena in process design efficiently and explainably in the future are very promising. The basis is formed by process data from single and multi-stage forming processes, for the continuous measurement, storage and processing of which new approaches are to be developed, taking into account interdisciplinary scientific issues.
This successful SPP initiative from the Institute of Forming Technology is one of eight new proposals for the establishment of Priority Programmes approved by the Senate of the German Research Foundation (DFG) in March 2022. In cooperation with an interdisciplinary programme committee from the University of Stuttgart, RWTH Aachen University, TU Munich and Kiel University, a promising field of research in the area of forming technology, data science and automation has been established nationally. The first funding period is expected to start in spring 2023 with 12 sub-projects with a funding volume of approx. 8.5 million euros. The focus is on various manufacturing processes in stamping, sheet metal and massive forming in combination with new approaches to process data acquisition, processing and modelling with a focus on the explainability and predictive quality of data-driven modelling.
Duration: 03.2023 - 02.2026