The virtual simulation of sheet metal and bulk forming processes places special demands on the material models used, due to the current accuracy requirements for parts and components. The Institute of Forming Technology is working on current research questions in this field, focusing on the phenomenological forming behavior of metallic semi-finished products and is equipped with modern and suitable measuring technology for their characterization. The accuracy of the prediction of the forming behavior of semi-finished products in sheet and bulk forming is mainly influenced by the flow curve, the material anisotropy, the yield point and the failure criteria. Therefore, the institute's research focuses on the characterization of modern lightweight materials and their phenomenological modeling.
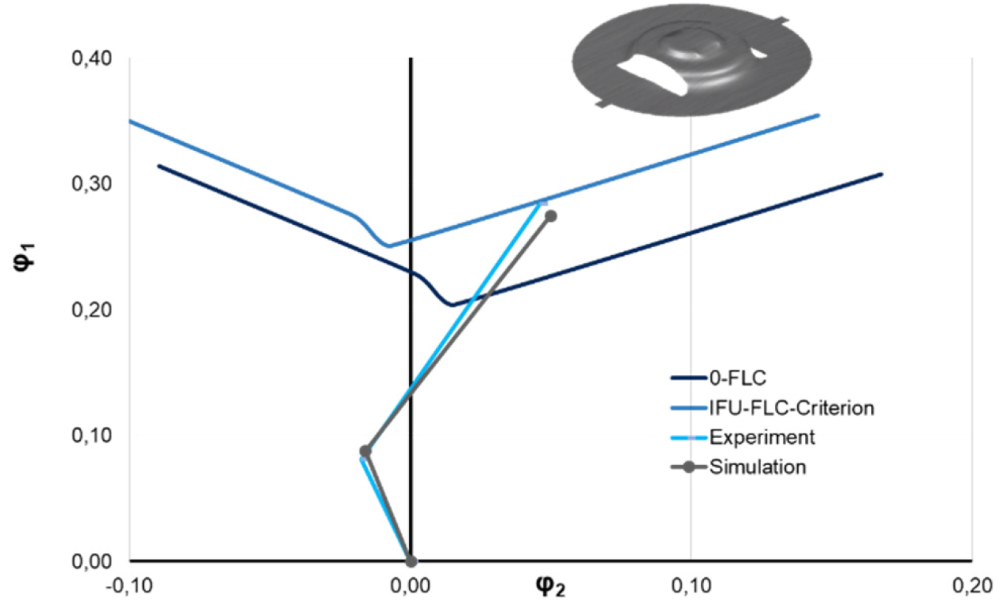
Example of the influence of non-linear strain paths in two-stage deep drawing on the position of the FLC in the plane strain space
Accurately predicting component failure is a particular challenge for FEM simulations of sheet metal forming processes. The increasing geometric complexity of modern sheet metal components often makes it difficult to predict manufacturability at an early project stage. To improve failure prediction in complex, multi-stage forming processes, the IFU-FLC criterion is investigated and further developed.The criterion is characterised by a calibration that can be carried out quickly and cost-effectively in industrial applications and offers significantly improved prediction quality compared to conventional Forming Limit Curves (FLC), especially in multi-stage forming processes. The figure on the right shows the evaluation of a two-stage forming process with non-linear strain paths based on the limiting strain curve determined by the IFU FLC criterion. For each linear segment of the strain path, an appropriate Limiting Strain Curve is calculated using the IFU-FLC criterion, which describes the onset of local necking for that particular segment of the strain path.This criterion allows a much more accurate prediction of the formability of a material under non-linear strain conditions. This improvement is critical for the design of multi-stage forming dies, significantly improving die design and tooling.
Duration: 09.2015 - 10.2018
In the context of lightweight design concepts aimed at reducing CO₂ emissions and advancing electromobility, there has been a notable increase in the utilisation of aluminium sheet alloys in the construction of both structural components and aesthetically significant outer body panels in vehicle chassis. One of the principal considerations in the design of vehicles is the selection of suitable aluminium alloys that satisfy the requisite design specifications and fulfil the specific functions of the components in question. Given the specific requirements of automotive body construction, the choice is typically limited to AlMg(Mn) alloys (5xxx series) and AlMgSi alloys (6xxx series).With regard to the utilisation of a single alloy type for closed-loop recycling across the entire supply chain, encompassing aluminium plants, press shops and automotive manufacturers, there is a preference for the exclusive deployment of a single aluminium sheet alloy. The preference for 5xxx alloys is supported by several reasons, including the fact that they are approximately 10% cheaper to manufacture due to less complex heat treatment processes compared to 6xxx alloys. Additionally, 5xxx alloys retain their stability through the natural ageing process, in contrast to age-hardenable 6xxx alloys, which undergo ageing processes during the supply chain. However, a significant disadvantage of 5xxx alloys is their proclivity to manifest flow patterns during forming, particularly due to dynamic strain aging (PLC effect). When these body panels are painted, these flow patterns can become more pronounced under light, necessitating their classification as defective parts. Despite these advantages, this alloy type is therefore not used for design-determining outer body parts such as doors, roofs, or side panels.
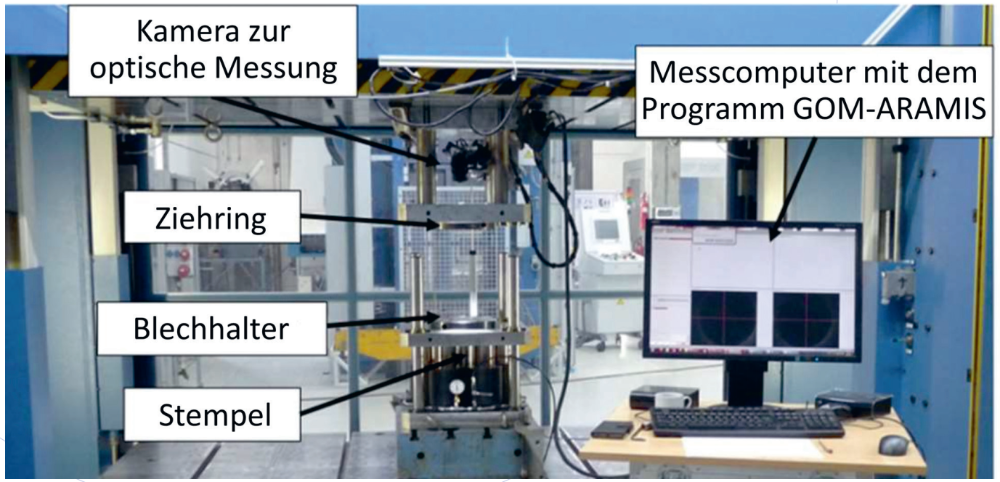
The objective of this research project is to define flow-mark-free process windows for the forming of the 5xxx-series aluminium sheet alloys that are typically used in automotive body construction at room temperature. The formation of flow marks during the forming process is a common phenomenon observed in these alloys, attributed to the Portevin-Le Chatelier (PLC) effect. This phenomenon has the potential to negatively impact the surface quality of the components. The solution entails the examination of strain rate-dependent material behaviour and the implementation of appropriate process parameters for its control.In order to achieve this objective, experimental and numerical investigations will be conducted using specimens subjected to different loading conditions (shearing, uniaxial/multiaxial tension) at strain rates spanning the range from quasi-static (approximately 0.001 s⁻¹) to dynamic (approximately 10 s⁻¹). A strain rate-dependent PLC limit curve will be defined based on the results obtained from these experiments, with the objective of describing a flow-mark-free forming process window. To encompass a comprehensive range of strain rates, particularly under multiaxial loading, Nakajima tests planned for the project will not be conducted on the conventional quasi-static workshop press but on the institute's own AIDA Servo press, designated "NST-S2-6300(D)-3050X1050-Servo," which enables the flexible programming of ram movement speeds pertinent to sheet metal forming. Subsequently, the determined PLC limit curve will be implemented into numerical forming simulations and validated with flow-mark-free and flow-marked sample components.
Duration: 10.2022 - 09.2024
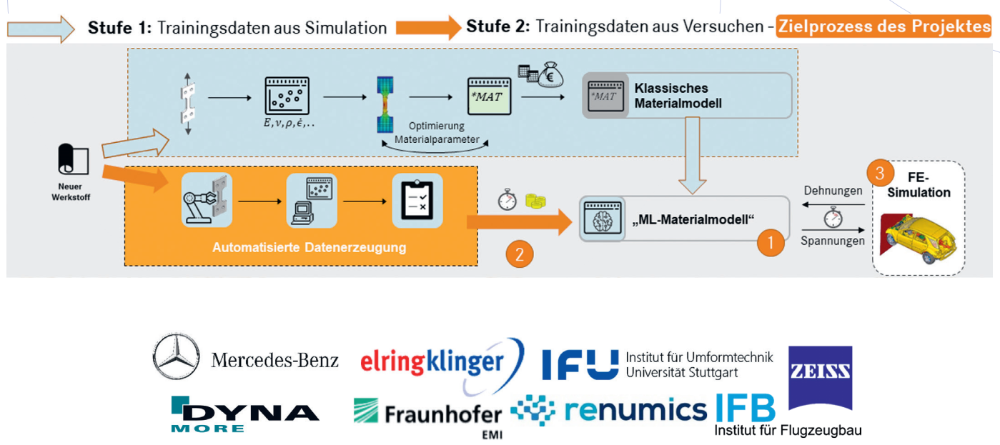
The development of reliable and accurate simulation methods for the manufacturing processes of automotive body parts is contingent upon the availability of realistic material models. The utilisation of novel materials for automotive body parts is becoming increasingly prevalent, thereby introducing a number of challenges in the domain of material modelling and the requisite effort for the characterisation of these innovative materials. Consequently, a consortium of research institutes and companies is spearheading the advancement of a unified material model applicable to all types of materials, with characterisation standardised and accelerated through automated testing. The application of machine learning models has recently demonstrated considerable potential for the modelling of material behaviour. It is therefore the objective of the project team to develop such AI-based material models, implement them into the UMAT module of LsDyna, and develop strategies for the automated evaluation, characterisation, and calibration of these models based on specimen tests. The automated evaluation of experiments has already been achieved, and new sample geometries exhibiting extensive deformation patterns are currently being developed. The training of AI material models using pseudo-gradient approaches, indirectly from displacement distributions at forces, has already been developed. These models essentially utilise energy balance on the specimen and local force balances on material particles both within the specimen and at its edges.
Duration: 01.2021 - 12.2023
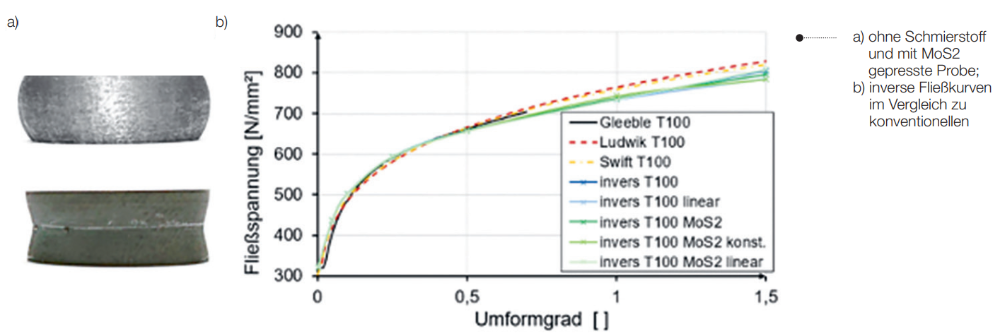
Flow curves for simulating bulk forming processes are typically obtained using uniaxial compression tests. However, the introduction of friction and temperature effects can result in inaccuracies in the flow curve, which can only be approximately corrected using analytical models. Consequently, the current working group study has explored the potential of an inverse method for the simultaneous determination of the flow curve and pressure-dependent friction based on optimisation studies in the finite element method (FEM) software DEFORM.
The results of simulations of an upsetting process demonstrated that a direct, simultaneous determination of the flow curve and pressure-dependent friction through multiple target variables (e.g., force-displacement curve, temperature, deformation of the lateral surface) is a viable approach in principle. The inverse method for determining the flow curve and pressure-dependent friction, derived from the aforementioned findings, is based on a cone upsetting test with a cone angle of 12° conducted under strongly varying friction conditions. By measuring the force-displacement curve, the deformation of the lateral surface of the sample, and the resulting temperature, an optimisation scenario can be created.The algorithm requires the input of free variables for both the flow curve and the friction. In order to determine the flow curve, the variables were selected in accordance with the Ludwik material model, with parameters B and n. With regard to the modelling of friction, two support points for the surface pressures were selected, at 500 N/mm² and 1,000 N/mm². The objective of the optimisation process is to minimise the discrepancy between the experimental data obtained from the cone upsetting test and the modelling of the flow curve and friction based on the free variables.
In light of the findings presented in this study, it can be posited that the inversely determined flow curve is likely to demonstrate superior accuracy in practical applications when compared to data obtained through conventional means. This conclusion is supported by the consideration of more precise in situ friction compensation and insights gained from the validation of the method through cone ring compression tests. Nevertheless, due to its impracticality in practice, given the high resource requirements involved, the inverse determination of the flow curve is not a viable option. In contrast, this study demonstrated that conventionally obtained flow curves, carefully compensated for temperature and friction effects, represent the optimal compromise between the required effort and the achievable computational accuracy for industrial applications.
Duration: 10.2020 - 03.2022