The high demands on today's production processes regarding the flexibility of used operating resources and tools, manufacturing costs, and development time from part conception to series production can often only be met by employing specialized processes. At the Institute of Forming Technology, new process routes are being investigated to efficiently address these challenges. Research topics range from process optimization to reduce scrap and forming defects to entirely new process combinations aimed at reducing the number of process steps. The developed methods for manufacturing modular drive components and hollow parts through flow forming offer new opportunities for modern mobility concepts, lightweight construction, and sustainability.
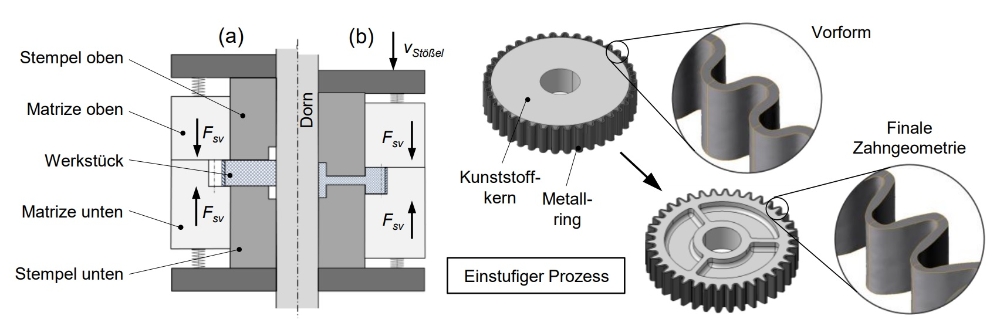
The resource efficiency of complex forming components in the automotive industry can be enhanced by the load-appropriate use of materials. Hybrid components, and particularly plastic-metal composites, meet this demand by combining the properties of dissimilar materials. For example, the damping properties of gears can be improved in this way. However, due to the different material characteristics, describing forming processes of such composites is complex. Furthermore, the published state of the art on the use of plastic as an active medium in cold bulk forming is limited. The objective of this research project is to gain deeper insights into the use of plastic as an active medium in bulk forming. Plastic is already known to be an active medium from the back-injection molding of metal sheets; however, during forming, significantly lower pressures (<300 MPa) occur in the plastic phase. The use of heated thermoplastic plastic as an active medium in bulk forming has not yet been sufficiently researched. The challenges on the plastic side pertain to the pressure resistance of the plastic phase, compounding, and the development of suitable tool technology and the associated filler orientation. At the interface between the two materials, the elastic material behavior exerts a decisive influence on the bond strength.Theoretical considerations initially involve the selection of materials. The plastic component offers a wide range of property adjustments through targeted compounding. Preliminary investigations will characterize the materials used and analyze specific property changes in the plastic phase. A simplified model process will be developed in which the two components are simultaneously joined and formed. Coupled simulation studies with variations in material properties and process parameters will provide further fundamental insights into the process technology. Finally, the operating properties of the manufactured hybrid components will be experimentally determined.
Duration: 08.2022 - 07.2024
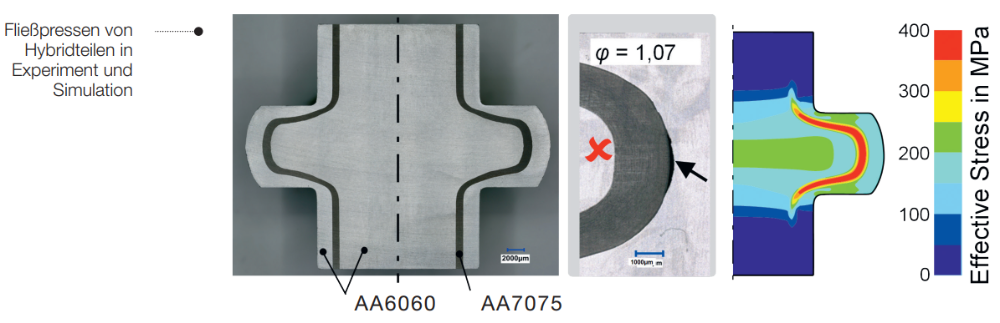
Hybrid parts allow resource efficiency to be improved in complex formed parts by using materials that are appropriate for the load. Due to the different material properties, the description of hybrid forming processes can be complex. The objective of this research project is to develop a robust process route for the flow forming of flanged components from composite extruded hybrid billets. Composite-extruded billets with an AW-6060 matrix were formed into flanged components by upsetting with different diameter variations of the tubular reinforcing element made of AW-7075. The composite extrusion experiments showed a clear dependence of the weld quality on the reduction ratio and the wall thickness of the tubular reinforcing element.In simulations, the expected bond strength was determined by applying a welding model. Metallographic analysis of the upset press parts allowed the determination of forming limit degrees for all reinforcement element variants, up to which forming is possible without delamination between the individual material layers. Forming simulation was used to calculate the stress components at the interface using experimentally determined material data. The experimental determination of the bond strength was performed by push-out tests. The overall goal of this project is to develop a holistic approach that models both the welding during extrusion and the interface failure during cold forming.
Duration: 10.2019 - 10.2021
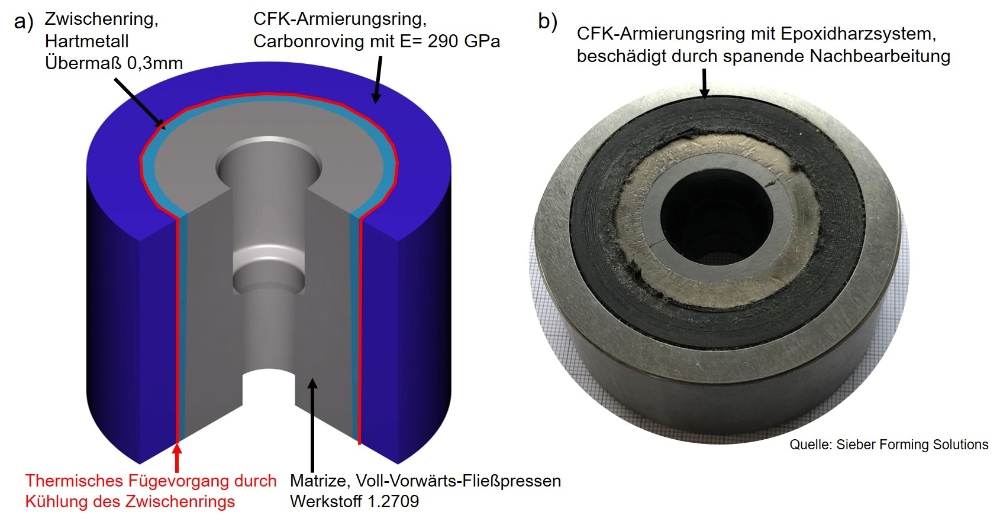
The objective of this study is the development and testing of a reinforcement prototype with carbon fiber-reinforced polymer (CFRP) fiber reinforcement. The investigation will focus on the reinforcement design, the winding process, and the resulting breathing amplitude of the mold with fiber-reinforced reinforcement. Additionally, design criteria for this novel reinforcement approach will be developed. The objectives will be achieved through a review of the state of the art, a simulation-based design of the system, construction, tool manufacturing with fiber winding, and finally, experimental validation.In the reporting year 2022, the state of the art on tool reinforcement was studied, and initial simulation investigations were conducted. A simplified fiber reinforcement system was simulated to determine tool-specific parameters such as breathing, tangential and radial stresses in the reinforcement ring and core. These investigations were compared to conventional reinforcement systems, with varying modulus of elasticity of the reinforcement components. The results of these numerical investigations indicated that the stiffness of the core significantly influences the breathing of the tool system. Furthermore, it was found that a fiber reinforcement with carbon fibers can apply higher prestress to the core, resulting in reduced radial displacement of the critical tool surface. It was also observed that fiber reinforcement leads to a significant volume reduction while maintaining the same prestress on the tool.Based on these results, a reinforcement and winding concept is currently being developed in collaboration with Fa. STRECON A/S. The experimental validation of this reinforcement prototype is scheduled for the second quarter of 2023. These experimental trials will aim to validate the functionality, radial expansion, and service life of the prototype.
Duration: 07.2022 - 10.2023

In the field of mechanical engineering, shaft-hub connections that are either friction-locked or form-locked are created through the process of assembling the machined components. Nevertheless, the conventional assembly procedures invariably necessitate a certain degree of clearance between the shaft and the hub, which frequently results in suboptimal connection performance during operation. The operational clearance exhibited by cold-fitted, form-locked connections can result in fretting corrosion and premature component failure under varying loads. In contrast, warm-fitted, friction-locked connections have the potential to temper already hardened components due to the development of heat in the contact surfaces and the formation of oxide layers in the joining zone. Recent developments have demonstrated the potential for forming-based manufacturing of shaft-hub connections that circumvent the aforementioned disadvantages. The preliminary work conducted by the IFU and the project partner IKTD has demonstrated the potential of cross-forging as a method for achieving enhanced transmission capacity in such connections. One advantage is the capacity to cold-fit while simultaneously generating a permanent joint pressure in the connection. Additionally, the tight tolerances of the joining geometry for both partners are unnecessary, given that the shaft is in a raw state initially. However, the resulting crowned contour of the cross-forged shaft has not been considered in the design of the joining surface geometry. This results in uneven shaping and joint pressure distribution in the connection, which in turn leads to high fretting wear under varying loads. This issue is therefore the subject of current research by the aforementioned institutes.
By adopting a radically novel approach, hitherto unconsidered influences deriving from the joining process are integrated into the future fine design of the joining surface geometry. An innovative three-dimensional design of the hub's inner geometry allows for both complete shaping and targeted modification of the joint pressure distribution in the connection. This can serve to minimise fretting wear and fully exploit the existing potential for further enhancement of both the static and dynamic transmission capacity, in combination with the use of higher-strength materials. A universal design model for geometry development is being developed through a coupled methodology of forming and structural mechanics simulation. This model considers geometric, material, process, and application-specific requirements and is thus valid in a comprehensive application field. The model is developed with careful consideration of material properties.
Duration: 07.2018 - 06.2020
Supervisor: Robert Meißner, M. Sc.
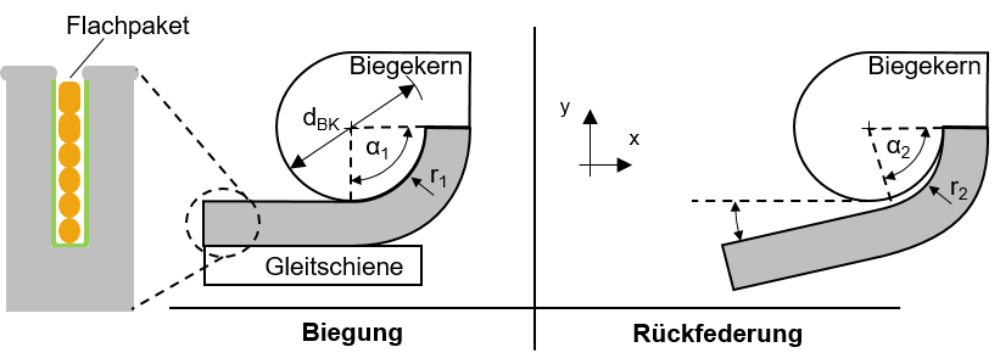
The joint research project between the company SEG and the IFU is investigating the flat package bending process. A flat package is defined as a comb-like stack of electrical steel sheets with inserted copper coils, which is subsequently bent into a round stator for use in rotating electrical machines. The objective of the project is to optimise the bending process in order to increase the proportion of electromagnetically active components, thereby enhancing the output power of the machine. The pre-wound enamelled copper coils are positioned within the flat steel sheet package and subsequently subjected to a multi-stage rotary draw bending process, whereby the steel sheet is bent into a round shape. This results in a high proportion of electrically active copper within the stator slots. The challenge inherent to this process is the necessity for a high degree of roundness. It is therefore imperative to ascertain the radius subsequent to the bending and springback process, as illustrated in the figure. The complex contact conditions between the copper winding and the steel sheet package, coupled with the varying mechanical properties within the assembly, render an analytical prediction of the springback angle α₂ within the required tolerances unfeasible. At present, a finite element model is being employed to examine the sensitivities of diverse component and process parameters, with experimental trials serving to validate the findings. The objective is to achieve an accurate prediction of the forming process, thereby facilitating future evaluation of stator designs.
Duration: 12.2017 - 11.2020
Supervisor: David Wüterich, M. Sc.
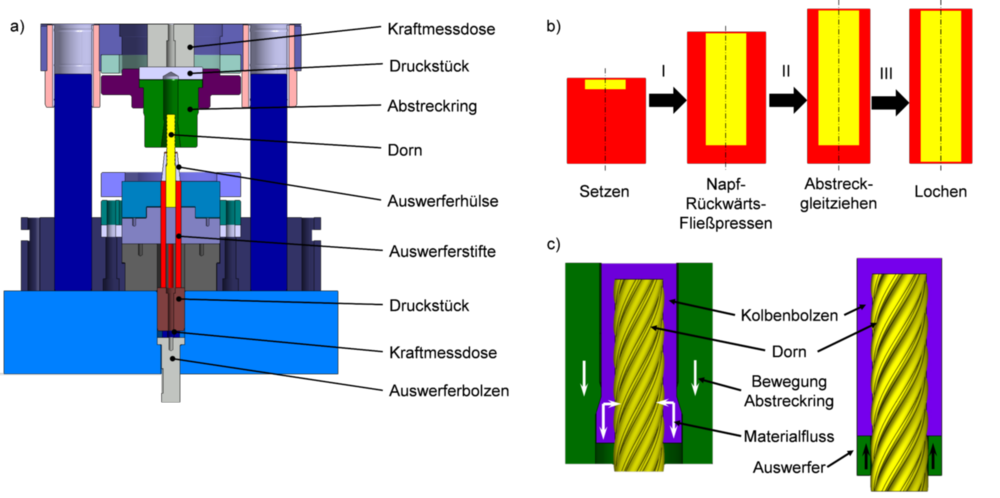
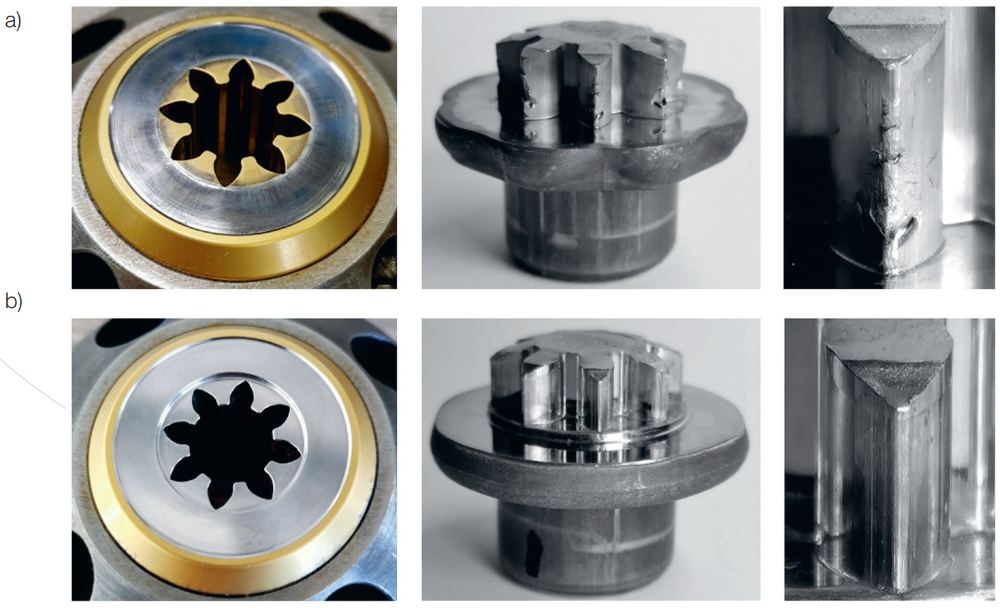
- The fundamental configuration of the experimental apparatus
- The sequence of operations for the production of a piston pin
- The methodology for the creation of a hollow body with intricate internal structure
As part of a collaborative project between IFU Stuttgart and Zwez-Chemie GmbH, a process is being developed to enable the production of hollow components with complex internal geometries and a length-to-diameter ratio of L/D>2 through cold forging. The objective is to capitalise on the benefits of cold forming, including favourable fibre orientation and work hardening of the component. The project entails the development, design, and implementation of an appropriate tool and lubricant system for the manufacture of the piston pin as a hollow component. The forming tool is currently under development at the Institute for Forming Technology, while the appropriate lubricant system for this process is being developed by Zwez-Chemie GmbH. The experimental tool has been designed with the dual objective of facilitating both the forming and ejection of the component. The primary objective is to optimise the helical internal geometry of the piston pin with an inclination angle β, with form filling, component weight and component stiffness defined as the principal criteria. Furthermore, the inclination angle of the pressed parts will be varied, and their impact on the primary criteria of internal geometry dimensional accuracy and the ejection process due to the frictional and form-locked connection to the mandrel will be examined in depth. The objective of the project is to enhance the tool and lubricant system with a view to optimising the forming and ejection operations in the cold forging of hollow components with complex internal geometries.
Duration: 12.2017 - 11.2020

- Shearing surface with variation of the cutting speed on 15MnCr5
- Shearing tool
The application of high-speed shear cutting (HGSS) to produce volume-consistent rod sections for bulk forming is currently severely limited by a lack of comprehensive understanding of the various process parameters involved. At present, the process parameters are obtained through empirical trials for specific diameters or specific materials, and thus cannot be directly transferred to other materials or rod diameters. This method has the potential to markedly enhance the productivity and quality of the sheared semi-finished products, while optimising material utilisation.As part of this research project, an extensive database was constructed through experimental means in order to capture the unknown influences and interactions that occur during the shearing process. The initial stage of the project involved the MPA Stuttgart conducting a material characterisation. This formed the basis for the simulation of the separation process, which was conducted by the Fraunhofer IWM in Freiburg. A test facility was established at the IFU for the purpose of conducting experimental separation trials, with the objective of validating the simulation. A variety of process parameters were modified and their effect on the separation outcome was assessed. Subsequently, tests were conducted on shearing rods with relatively large diameters and on the influence of different separation methods on the properties of the cut surfaces.A subsequent cup backward extrusion process revealed a clear correlation between the separation method and the quality characteristics of the produced pressed parts. The positional accuracy and surface finish of the pressed parts produced from semi-finished products separated by HGSS and turning were found to be comparable. However, when pressing semi-finished products manufactured by conventional shear cutting, significant coaxiality deviations were observed due to the deflection of the cup punch, and a coarser surface roughness of the cup inner surface was noted due to the rough shear surface.
Duration: 01.2017 - 07.2019

- Pre-mould and toothing
- One-sided material flow into the cavity
The ever-increasing demands placed on mass formed components require new, innovative and economical manufacturing processes. A tubular component used in the chassis of passenger cars is stamped with a specific frontal gear. The force required to fully form the teeth during the stamping operation is very high at room temperature, resulting in high surface pressure between the workpiece and the tool. As a result, only an incompletely formed tooth can be produced, taking into account the maximum allowable tool load. As a result, it is not currently possible to produce this type of frontal gear by forming, which means that the parts have to be machined.The research project investigated whether better forming of the forming elements could be achieved by heating the raw part to the tepid range. The project also looked at an alternative process that would allow the gear to be formed at room temperature in two stages. In the first stage, cold extrusion is used to create elevations which are then formed into teeth in the second stage under relatively low tool load.Based on the results of the numerical investigations, a two-stage experimental tool was designed and manufactured to demonstra
Duration: 10.2016 - 01.2019
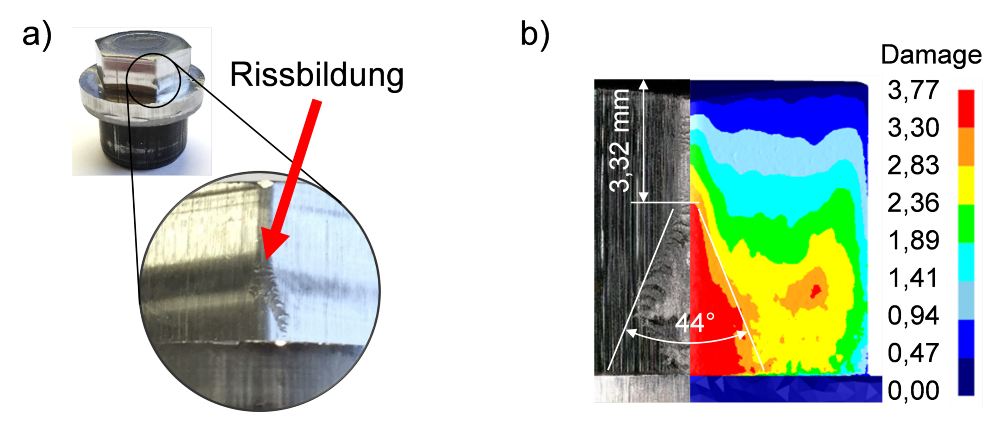
The "Angraten" process represents a unique bulk forming technique that integrates the principles of extrusion and shearing in a single step. In this process, a portion of the workpiece is subjected to shearing in order to achieve the desired final geometry. Concurrently, the sheared material is displaced axially and pressed radially outward. The material portion displaced radially is subsequently subjected to a shearing operation, resulting in the attainment of the desired target geometry. The shearing operation may be performed by the ejector in the same forming stage or in a separate forming stage. As an illustration, hexagonal bolt heads with a flange are manufactured using this process. In addition to hexagonal bolts, the Angraten process is typically employed for component geometries that require precise dimensional accuracy in specific areas. Due to the free material flow, the resulting pressing forces in Angraten are relatively low in comparison to conventional extrusion with a closed cavity. However, a chip is typically produced as waste.
To date, there have been comparatively few scientifically based investigations on Angraten, despite its long-standing use in the production of components with complex or sharp-edged geometries by numerous forming technology companies. Consequently, in 2020 and 2021, the German Cold Forging Group (GCFG) conducted a study, designated 44, entitled "Process Limits in Angraten of Non-Round and Asymmetrical Geometries." The study identified a solution approach to reduce damage during Angraten in areas with acute-angled geometries and avoid crack formation using matrix-side compressive stress superposition. This solution approach was subsequently subjected to numerical and experimental investigation in the follow-up study, GCFG 47, entitled "Deepening the Knowledge of Local Compressive Stress Superposition in Angraten of Asymmetrical Geometries."The objective of this study was to gain a deeper understanding of the positive effect of compressive stress superposition during Angraten on damage reduction in the workpiece, with a particular focus on validating the numerical results through experimental means. The objective of the study was to demonstrate, through experimentation, that the application of compressive stress superposition during Angraten processes can effectively reduce or even eliminate damage to the workpiece.
In the study, the initial step involved defining the demonstrator geometries, specifically the pinion geometry and eccentric shaft. This was followed by numerical investigations to ascertain which modified Angraten die geometries could superimpose the prevailing stresses with a compressive stress. Subsequent experimental trials utilising the matrix geometries identified through numerical analysis successfully produced components free of cracks. The project therefore makes a direct contribution to the expansion of the existing process limits of the Angraten process. The collaboration involved Bilstein & Siekermann GmbH + Co. KG, in collaboration with Prosimalys GmbH and Arnold Umformtechnik GmbH & Co. KG.
Duration: 03.2022 - 10.2022
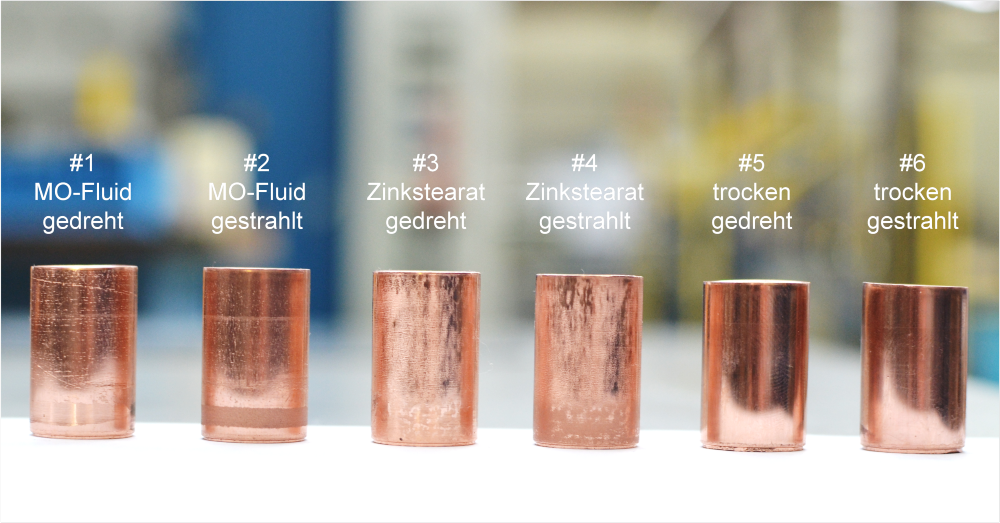
In response to current trends towards electrification of vehicle concepts and legislative restrictions on lead content in metallic products, there is an increasing demand for cold-formed copper alloy parts. Copper components are ideally suited for heat transfer and electrical power transmission applications due to their high conductivity. However, the introduction and implementation of copper extrusion processes is fraught with uncertainty for cold forging manufacturers due to knowledge gaps.The aim of this study is to develop an in-depth understanding of copper alloys and their processing properties in cold forming and to identify research needs.The current published state of the art is very limited and mainly focuses on specific aspects of copper alloys. Cold forming by bulk forming is only sporadically addressed. There is no comprehensive summary specifically on the subject of copper extrusion.A literature review was carried out to determine the current state of the art in process engineering, materials science and tooling. A limited expert survey was then carried out to address issues not covered by the literature review. Finally, research needs were identified.
Duration: 07.2019 - 02.2020
The so-called Angrat process has become established in cold bulk forming, particularly in the manufacture of screws to produce hexagonal heads with flanges. The hexagonal geometry is formed from a preform with an annular die, using a combination of extrusion (displacement of material under the die to form the flange) and shearing (forming the relatively sharp-edged hexagonal internal geometry of the die). Compared to upsetting of hexagonal heads, Angrat can produce sharp edges with relatively low process forces.The aim of this study was to gain a deeper understanding of the Angrat process in terms of material flow and the occurrence of cracking on some asymmetrically arranged features. To this end, Angrat patterned parts were metallographically examined and any cracks that occurred were geometrically characterised. A numerical parameter study was then used to identify different geometric influences on crack formation in the edge area. The approach of reducing damage in the workpiece by targeted superposition of compressive stresses proved highly successful. By precisely adjusting the tools, edge damage was significantly reduced. In addition, these findings were successfully applied to another pressed part in the form of an eccentric shaft.
Duration: 07.2020 - 04.2021
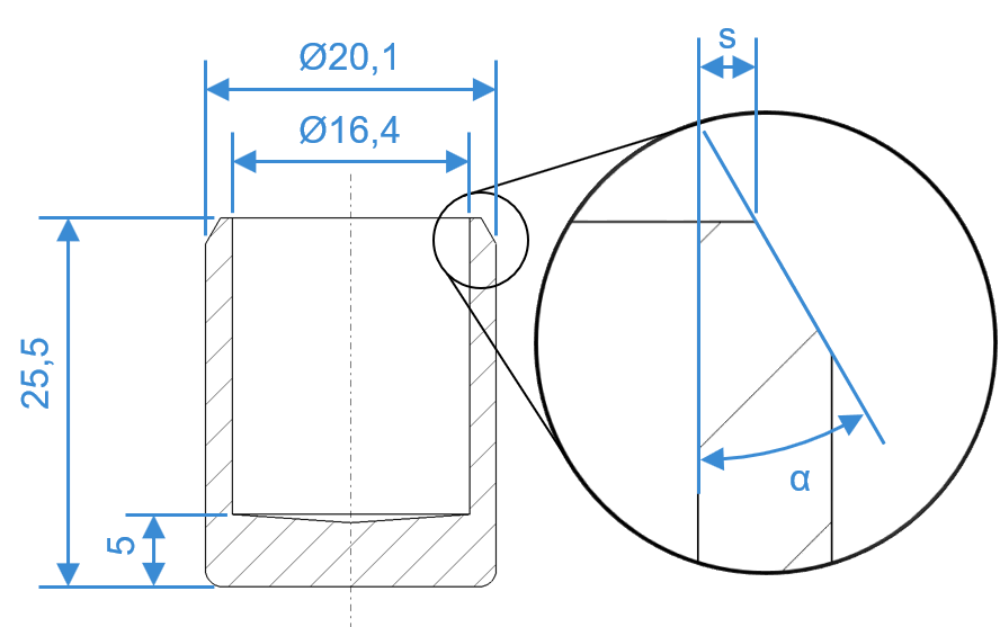
Increasing demands for component complexity are driving the need for more sophisticated geometries in cold bulk forming. These pose significant challenges for process management and tooling technology. The production of sharp-edged, conical external geometries on cup-shaped components typically requires considerable effort or subsequent machining. The benefits of forming technology, which enable machining-free production, are therefore only partially applicable to such components.In the German Cold Forging Group (GCFG) study 49 "Production of sharp-edged, cone-like contours on the end faces of cup-shaped steel parts", new insights into potential process techniques (forming processes and process sequences) are being developed to enable implementation in the existing five-stage forming process. Several concepts for the production of these geometries have been developed at IFU and subsequently investigated using numerical parameter variation. Component side parameters were varied, as shown in the figure, with the aim of minimising the web width s and maximise the steepness of the taper angle α.For steep angles (10° and 20°) with no web width, a concept was developed to accumulate material in the undercut of the flow collar and then incrementally apply it to the sharp-edged geometry during the return stroke. The closing force required and the geometry and size of the undercut are critical to successful production. For shallower angles (30° and 40°) with a minimum web width of 0.3 mm, a preform approach was chosen to produce this challenging geometry, where the guide length of the mandrel in the cup is critical.This provided Bilstein and Sickermann GmbH, partners in the GCFG project, with a suitable step-by-step plan for the production of sharp-edged geometries.
Duration: 12.2022 - 09.2023