The development and implementation of new methods and processes for the production of sheet metal components are at the center of the research line Sheet Metal Forming and Cutting Processes. The application areas of sheet metal forming at the institute range from special processes for the use of novel materials to the optimization and combination of established processes such as deep drawing, stretch forming, and embossing. Novel forming processes are modeled and evaluated at an early development stage using CAD and FEM technologies. The institute's own workshop allows for the production of prototypes and experimental tools, which are used to demonstrate the basic functional principle and to investigate the process in terms of economic efficiency, suitability for series production, and technical value.

The surface quality of components made from relatively thin sheet metal is particularly important when these components are visible in the final assembled state. For this reason, attempts are made today to predict surface defects such as shear and drag lines, which can occur during the production of such visible components, as accurately as possible at an early development stage using FEM simulations. However, with the current modeling approaches, such early predictions regarding the expected surface quality in explicit form are only partially possible. This is especially true with regard to the formation of shear and drag lines, which are often only recognized during tool testing. The necessary reworking at this late stage of development is associated with very high time and cost expenditure.
The aim of this research project is therefore the development of an empirically based methodology for predicting and quantifying the formation of shear and drag lines in deep drawing simulations. For this purpose, the influences of process and material parameters on the formation of shear and drag lines are systematically investigated both simulatively and experimentally. Based on the insights gained, a criterion for FEM simulation will be developed and validated, which will allow the realistic prediction of shear and drag lines in terms of their formation and quality relevance in the future.
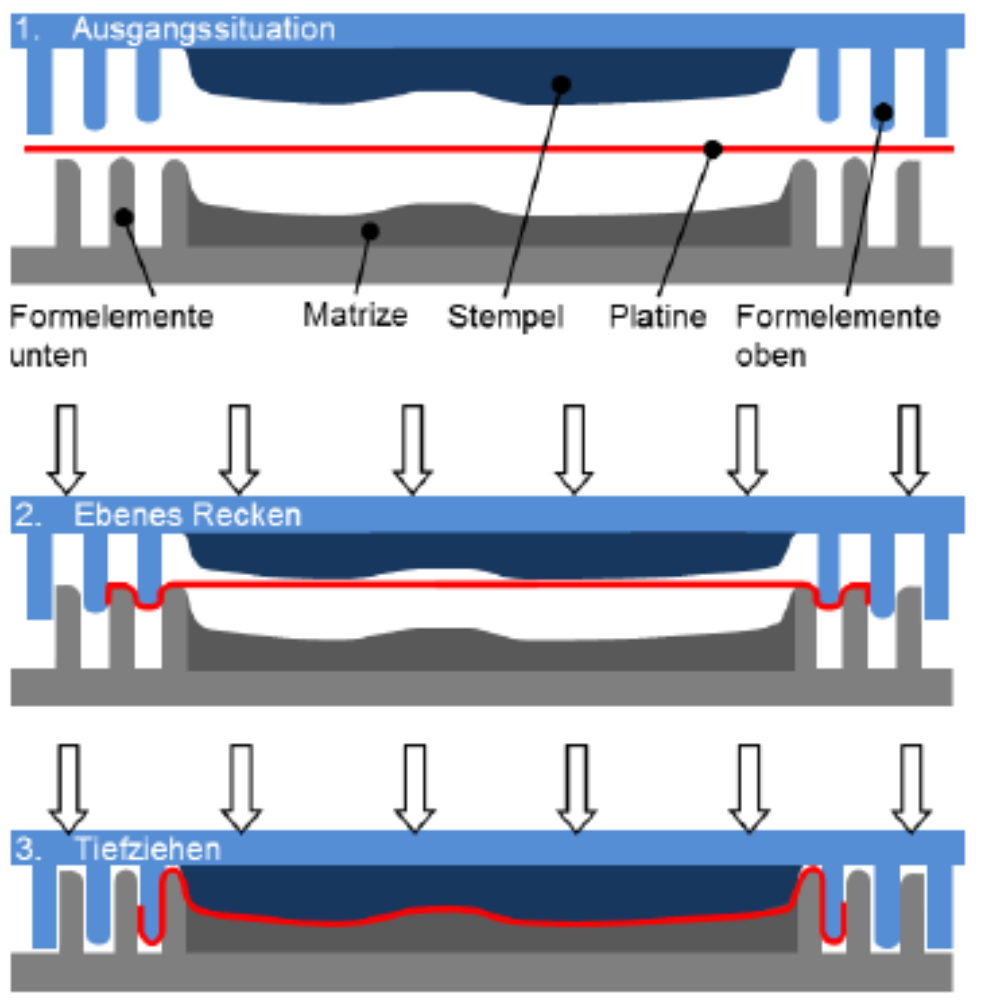
The functional principle of the SCS process is based on bending and friction operations when drawing a sheet metal section over a drawing edge radius. The essential function of the tool concept is fulfilled by several interlocking convex forming elements. Due to the specific configuration of the precisely dimensioned drawing edge radii of the individual forming elements, controlled sheet metal drawing into the forming element assembly is enabled, which initiates a tensile force at the blank edge, leading to pre-stretching of the sheet metal.
The technological advancement of the SCS functional principle has resulted in various series-near tool concepts for combined stretching and deep drawing (e.g., outer door panels, roof paneling, beverage cans). These tool concepts have been experimentally validated in extensive studies regarding their functionality and the reproducibility of the component quality. Moreover, series-near process times and simple functionality enable high practicality and accessibility of the SCS technology.
The precise and efficient production of structural components from high and ultra-high strength steel sheets for mobile applications presents significant challenges to the current production technology. The highest material strengths lead to an increasing need for force and energy, pushing the limits of the press's working capacity. Simultaneously, conventional deep drawing results in considerable springback effects, which are hardly manageable through simple compensation of the working surfaces.
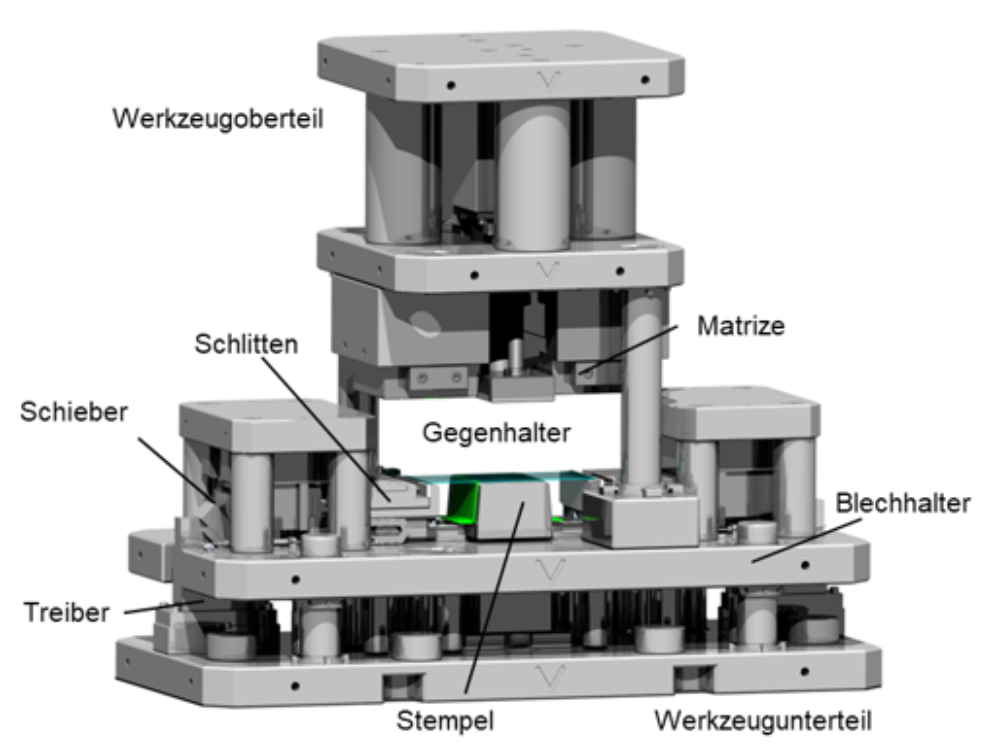
For this reason, the simulation-based and technically validated development of a novel cold forming process for the economical production of precise structural components is the central goal of this research project. The underlying research hypothesis is that during sheet metal forming, additional horizontally applied pressure forces on the draw part flange, using sliders, can initiate buckling and roll bending processes. This, in turn, leads to an effective superposition of bending and compressive stresses. Thus, compared to existing compensation measures, a higher and more process-effective reduction of springback phenomena can be achieved. Simultaneously, the horizontal slider forces on the draw part flange allow friction-free control of the blank draw-in and, due to the geometric instability during the buckling of the blank and the minimized blank holder force, lead to a significant reduction in the overall forming force.
Based on an extended material characterization for kinematic hardening using cyclic shear tests, basic numerical and experimental investigations on buckling and roll bending were performed. The resulting partially validated process simulation of flow forming was used for a numerical sensitivity analysis of the process parameters (e.g. blank feeding kinematics and part geometry) and for the design of an experimental tool. This tool will be developed and put into operation in order to technologically secure the process for experimental forming trials. Process variables such as sheet and blank holder forces, lubricant, and slide kinematics will be varied and their influence on the forming result, component springback, and force and energy requirements will be evaluated. Based on the collected knowledge, a numerical design of the flow forming process for a complex part geometry will be performed to demonstrate the transfer of the developed forming method into practical applications.
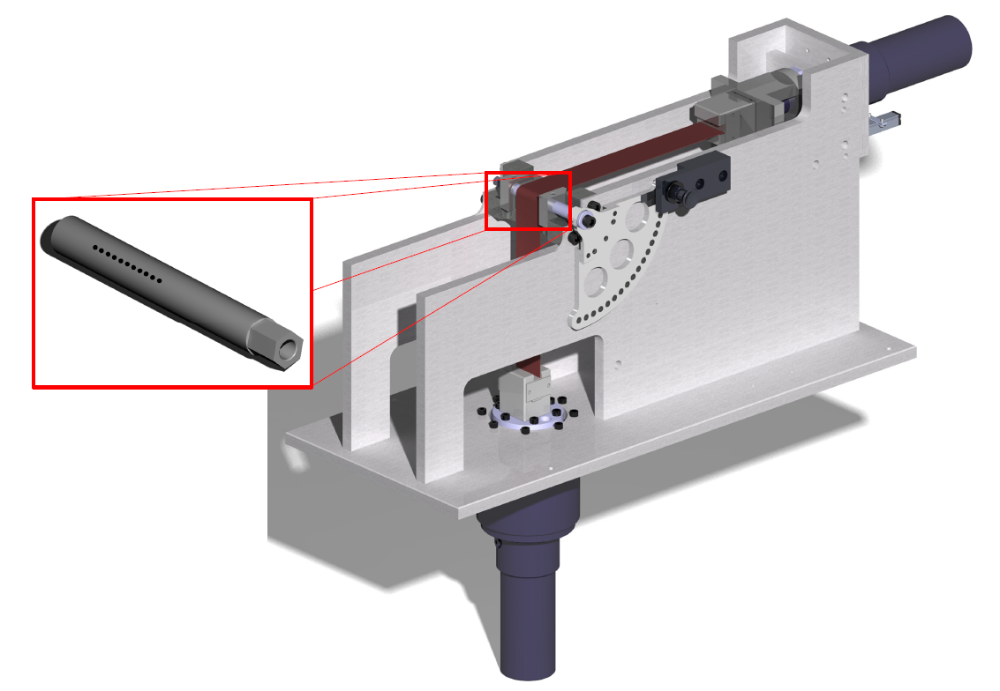
In sheet metal forming, mineral oils and oil-water-based emulsions are typically employed as lubricants to prevent wear and component damage, as well as to enhance friction conditions. These conventional lubricants contain environmentally hazardous additives and necessitate subsequent cleaning of the components. By utilizing volatile media as a lubricant substitute, these issues can be addressed, production costs can be reduced, and process stability can be enhanced. To achieve these goals, this research project involves the direct introduction of volatile media, such as nitrogen or liquid carbon dioxide, into the active gap between the sheet and the tool surface through laser-drilled microholes in the forming tool. Further investigations have demonstrated excellent results in terms of process stability and extending process limits, using a deep-drawn rectangular cup as a test case. The tear limit could be increased by up to 250% compared to conventional lubrication. Further investigations into the characterization of the novel tribological system at highly stressed tool radii demonstrate the high potential of this lubrication system. Long-term tests with the rectangular geometry previously tested are planned to evaluate and optimize wear behavior.
In sheet metal forming, mineral oils and oil-water-based emulsions are typically employed as lubricants to prevent wear and component damage, as well as to enhance friction conditions. These conventional lubricants contain harmful additives and necessitate subsequent cleaning of the components. By utilizing volatile media as a lubricant substitute, these issues can be addressed, reducing costs and enhancing process stability.Against this background, the IFU (Institute of Forming Technology) laid the foundations for a completely new lubrication technology from 2014 to 2020 in the DFG project "Tribosystems for cold forming based on volatile lubricants and laser-structured surfaces" (SPP1676). In this dry deep drawing process, volatile lubricants (CO2 or N2) are injected directly into the friction zone under high pressure via microinjectors. These volatile lubricants offer low friction coefficients, minimal wear rates, and a significantly larger operating range compared to conventional lubricants. However, in these foundational studies, the complex tool inserts with integrated media distribution and the required finely distributed microinjectors proved to be significant cost drivers for this technology. For future industrial applications, it is therefore essential to simplify and make the design, construction, and manufacturing of such tools more economical. Moreover, it is of the utmost importance to provide potential users with the necessary process know-how in a standardized form.
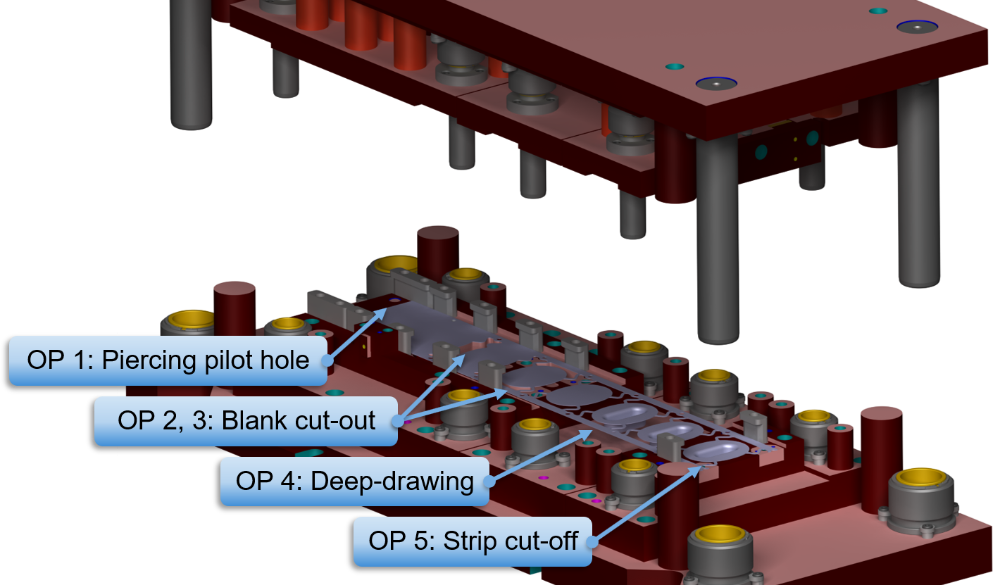
The project "Tooling Techniques for Deep Drawing with Volatile Lubricants," funded by AiF (German Federation of Industrial Research Associations), addresses the specific goals outlined below. The project examines and evaluates new and conventional tooling techniques suitable for the process in terms of economic aspects, as well as structural stiffness, strength, and wear resistance. Furthermore, experimental evidence will be provided regarding the series production capability, practicality, and repairability of these special tool inserts for the successful industrial establishment of this new lubrication technology. The project investigates shell construction, laminate layer construction, and metal 3D printing (LMF).To achieve the project goals and conduct associated endurance and wear tests, a detailed tandem tool with interchangeable tool inserts from the three aforementioned construction methods has already been designed and constructed. In addition to the fundamental requirements for tandem tools, particular emphasis has been placed on the separation of the drawing operation from the necessary cutting operations. This is crucial to prevent the unintentional influence of the cutting operations in the tandem tool on the friction-sensitive stamping force in the drawing stage. By decoupling the cutting and deep drawing operations, the sheet holding forces during deep drawing can be adjusted independently of the hold-down forces in the cutting stages through the use of gas pressure springs. The planned experimental investigations with various high-strength sheet materials (DC05, CR280BH, DP500) will ensure that optimal conditions for the deep drawing operation can be achieved. Further milestones in the project include the procurement, manufacturing, assembly, and commissioning of the tool.
Laufzeit: 09.2023 - 08.2025